一、前言
一般設計者均誤以為有了標準圖,只要接合型式合用,即不需作任何結構安全檢核可直接採用,此種不正確的使用標準圖觀念,很容易發生結構安全上的問題。事實上,標準圖中所提供的接合詳圖,不一定可適用於任何受力情況;若要將標準圖所提供的接合詳圖之安全性,提升至可適用於任何受力情況,則必須將接合鋼板及銲接尺寸等之安全性,提升至最高標準。惟實務上會用到最高標準情況的機會可能遠低於5%,而對其他95%之情況,即會增加製造構件所需工時與成本,而造成資源的浪費。另一種情況是每一接頭之載重組成率不一,有的軸力較大,有的彎矩較大,亦有是剪力或扭力較大的情況,而剪力較大時,其接合螺栓的配置樣式又會影響偏心距離,進而影響偏心彎矩 (或偏心扭力),因此單一接合詳圖,很難適用於各種接頭之載重狀況。所以正確的使用標準圖的原則,應將擬採用的接合型式詳圖,先依據該接頭的載重組成率,選擇合適之詳圖作個別檢核,若檢核結果符合安全需求才可採用;若檢核結果不符合安全需求,則須選用更高級的接合型式作同樣的檢核;若選用標準圖中最高級的接合型式,仍無法通過結構安全檢核,則須單獨另繪專用之詳圖。因此俗稱之「標準圖」,其性質實際上僅是「常用接合詳圖」而已,並非如一般工程師所誤認為是的「萬用標準圖」。
鋼結構標準圖中之『鋼板T型接合銲接型式』,常用於組合(BH)型鋼翼板與腹板間組合銲道及加勁板、連接板或連續板等之接合情況,組合(BH)型鋼之翼板與腹板間銲道,若將其組合銲道尺寸,設計成與熱軋H型鋼相同性能時,則銲道尺寸須達到全滲透開槽銲(CJP)才足夠,且銲接前不但須設置背襯板,中繼銲道銲接前尚須背剷清除乾淨後,才可繼續完成銲接,再加上銲後非破壞檢測費用,其成本甚高。因此為了降低製造組合H型鋼構件所需工時與成本,一般僅將翼板與腹板間之銲道尺寸,銲接達可承受腹板之全板剪力強度而已,也因此常造成鋼構廠與監造單位或設計單位間爭執,到底銲接尺下是否需達全滲透開槽銲(CJP)。
為避免日後再發生此類爭執,及保障結構安全,設計單位須先了解結構力學行為,若翼板與腹板間銲道尺寸,僅達可承受腹板之剪力強度,則設計者應對梁-柱接頭、承受集中載重處(含集中輪重的天車道梁)等構材,承受局部集中力之位置作加勁檢核,且須對梁端最大剪力處,應合併梁上之載重檢核組合銲道處之合應力,是否小於設計之銲道強度,甚至梁柱接頭及塑鉸區,是否可符合韌性需求等作評估檢核,否則須再補強銲道。檢核時亦應注意鋼結構設計規範,針對熱軋H型鋼所提供之局部集中載重之檢核公式,是否適用於組合H型鋼,如此才能兼顧製造成本與結構安全。為提醒設計者注意此問題及提供標準圖修訂之參考,乃撰寫本文供參考,並請工程先進不吝指正。
二、T型接合銲接尺寸設計原則探討
國內鋼結構設計圖中之接頭詳圖,一般習慣只會提供一套適合各種鋼板接合型式之銲接尺寸之標準圖、及各種桿件接頭接合型式之標準圖,供鋼結構施工廠商繪製製造圖,只有在標準圖之內容無法含蓋之情況,才會另外單獨提供接頭詳圖。早期高樓建築不多,鋼板一般均採用ASTM A36或 CNS SM400材質等普通強度之鋼材,因強度不高,因此鋼板T型接合之銲接尺寸,一般均採用T型接合之立板尺寸受力達全板張力強度,來決定銲道尺寸,若採雙邊填角銲,銲道腳長之尺寸大約為立板厚之70%(容許應力法Fu=0.6Fy),但此銲接尺寸並不足以承受高強度鋼材(CNS SN490:Fy=3.5tf/cm2;及CNS SM570:Fy=4.3~4.7tf/cm2)達全板張力強度,但目前大多數結構設計案之標準圖,仍未注意到此問題,而將僅適用於低強度鋼材之接合方式及銲道尺寸,使用於須達高強度鋼材之全張力強度之銲道,致存有結構安全疑慮。
因『全滲透開槽銲(CJP)」之製作成本,高於『非全滲透開槽銲』約達五倍之多,因此本文所建議之T型接合銲接尺寸及銲接方法,均為『非全滲透開槽銲』型式,惟須配合補充註明下列使用注意事項:
1.用於梁腹板之剪力連接板與柱板間之T型接合銲道,須考慮接合螺栓組之中心,至柱面接合銲道間之偏心距,所產生偏心彎矩之影響,因此建議剪力連接板與柱板間之T型接合銲道,採用張力接合型式。
2.本文所介紹之T型接合『非全滲透開槽銲』型式,不適用於承載反復載重、有韌性需求、或高周次反復載重疲勞效應等考量之接合位置。
3.梁柱接頭及集中載重處,須另行檢核T型接合銲道之安全性,必要時經試體實驗驗證。
4.本文之計算例係以極限應力設計法為之。
5.鋼板:ASTM A36鋼材( Fy=2.5 tf/cm2;Fu=4.1 tf/cm2);ASTM A572及CNS SN490鋼材( Fy=3.5 tf/cm2;Fu=4.6 tf/cm2);CNS SM570,t≦16mm( Fy=4.7
tf/cm2;Fu=5.8 tf/cm2);CNS SM570,t >16mm( Fy=4.3 tf/cm2;Fu=5.8 tf/cm2)。
6.銲條採用下列三種常用銲條:AWS E70銲條(FEXX³4.9tf/cm2);AWS E80銲條(FEXX³5.6tf/cm2);及E80N銲條(FEXX³5.9tf/cm2:市售配合CNS SM 570降伏強度所改良之特殊銲條)。
7.鑒於部分鋼構廠認為立(腹)板厚22mm時,仍以雙邊填角銲接合方式製作成本,較部分滲透開槽銲外加填角補強銲之製作成本為低。因此本文建議採板厚介於20mm至28mm間者,得由鋼構廠自行決定擇一採用。
8.銲道尺寸若會妨礙構材之安裝時(例如,梁柱接頭之梁腹板端部),建議採用全滲透開槽銲,並將表面磨平取代之。
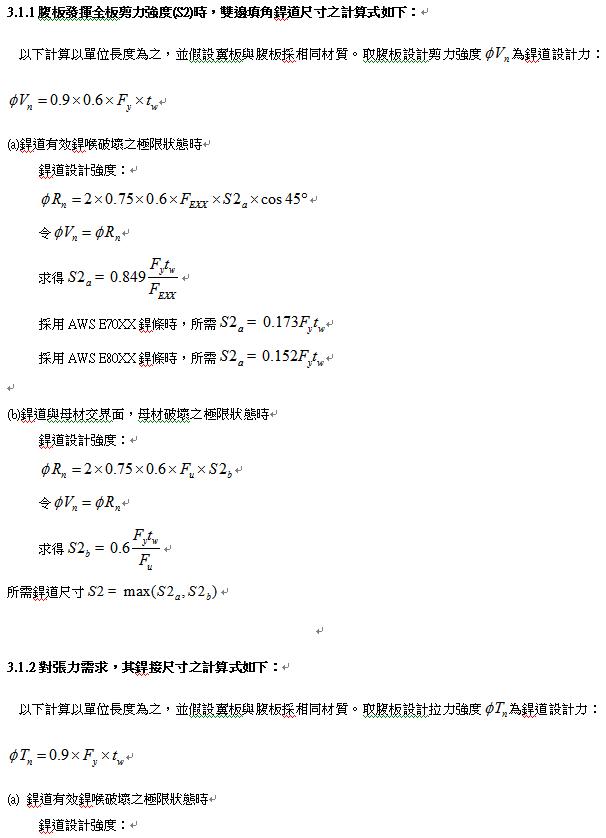
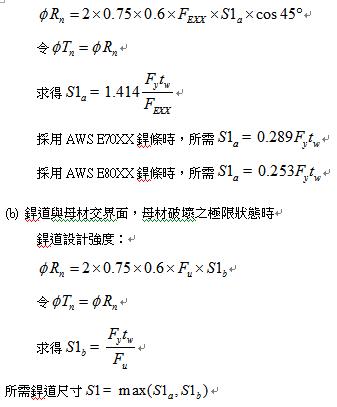
三、T型接合銲接尺寸之設計
3.1雙邊填角銲道接合之情況
(見圖1;適用鋼板厚度t≦28mm):
採用雙邊填角銲時,因銲道之銲材熔填量與銲腳長之平方成正比的關係,致T型接合之立板厚度計算所需之銲接尺寸大於20mm以上(亦有以19mm作為分界點者)時,立板厚度越大,銲接熔填量亦快速增加,但計入工時成本後,則雙邊填角銲道接合銲接尺寸大於28mm以上,才明顯不符合經濟效益,因此建議鋼板厚度大於20mm~28mm時(可由鋼構自行擇一採用),改採3.2節「部分滲透開槽銲外加填角補強銲」之接合型式,較能符合經濟效益。
依據鋼結構設計規範,90°角之填角銲若使用潛弧銲接(SAW),銲道尺寸等於或小於10mm時,以銲道尺寸為其有效銲喉;大於10mm時,有效喉厚可以取理論喉厚加3mm(AISC 360-10改為依預檢定結果)。各種不同母材及銲條,以及採用不同銲接方法(SMAW、GMAW、FCAW及SAW)的組合下,所需銲道尺寸會有不同。雙邊填角銲道接合之銲道形狀及尺寸符號示意圖詳圖1。
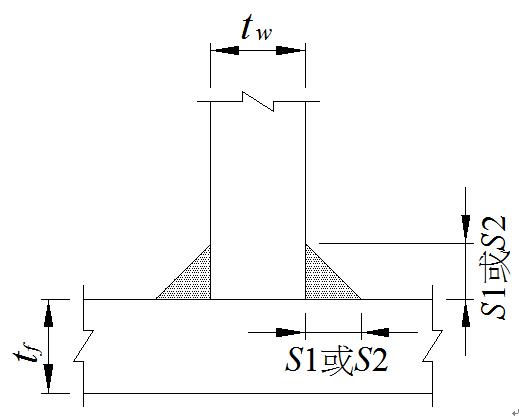
圖1雙邊填角銲道接合示意圖
3.2部分滲透開槽銲外加填角補強(詳圖2)
較厚之鋼板若採單邊或雙邊全滲透開槽銲時,有下列因素須列入考量:
(1)滿足全滲透開槽銲(CJP)之條件,除須有符合「銲接程序規範書」所規定之開槽形狀、間隙及角度外,在銲接背側銲道之前,先銲的一側銲道均須先以碳弧氣背剷根部清除乾淨後,才可繼續銲背側,以確保銲接品質,其銲接手續較耗時,成本亦較高。
(2)雙面開槽亦可採用U型開槽,以減少銲材金屬用量及銲接變形量,但U型開槽無法以焰切方式開槽,必須以車床鉋銑,成本更高。
(3)雙邊全滲透開槽銲亦有採用雙面的大、小邊開槽坡口之作法,適當的規劃設計可減少銲接變形量、銲材熔填量及減少銲道產生裂紋的可能性。
(4)當然也可以採用單面開槽銲,但採用單面開槽,背面所加之背墊板,若結構物用於須防止疲勞效應的場合 (例如橋梁結構),則背墊板須切除,並以碳弧氣背剷清除根部再回補。若結構物用於住宅或商業建築物,在有配合施作切削減弱式高韌性梁柱接頭之情況下,由陳生金教授的實驗資料顯示,70mm厚板尚可只須切除導銲板並予磨成平順弧形,惟可不切除背墊板。
(5)採單邊全滲透開槽銲時,所需之銲材熔填量較雙邊全滲透開槽銲為多,且會有產生較大變形的疑慮,故除非施工條件不許可,一般均採雙邊開槽全滲透開槽銲為原則。
由以上因素考量,全滲透開槽銲的成本,高出全開槽部分滲透銲的成本,約五倍之多,因此在成本及製作工時考量上,便發展出圖2所示之「雙邉開槽部分滲透外加填角補強銲」。此接合方式在設計上有下列考量:
(1)BH型鋼組合銲道以採用「潛弧銲」自動銲接最為快速,亦最為鋼構廠所普遍採用。
(2)配合「鋼結構施工規範」所提供之表4.2-6「預檢定部分滲透開槽銲道之接頭細部尺寸」中,接頭記號「TC-P5-S」「潛弧銲SAW」銲法之規定:「立板最小厚度為20mm,翼板厚度無限制,開槽坡口角度α=60o,根部間隙G=0,雙邊部分開槽根部之淨距至少為6mm」。
(3)部分滲透開槽銲之開槽坡口角度採用60o,計算有效銲喉厚最方便,施工較快速方便,且銲材之使用效率較高。
(4)「雙邉開槽部分滲透填角補強銲」之外側填角補強銲之高度,原則上應高於(蓋過)內側之部分滲透開槽銲之高度,以避免二者同高時會出現頂端未銲滿而產生凹陷或銲蝕現象。惟鋼構廠品管人員大多認為,採用「內側之部分滲透開槽銲之高度」與「外側填角補強銲之高度」二者同高時,「內側之部分滲透開槽銲」之開槽尺寸可以銲道規,準確量測高度;而「外側填角補強銲之高度」,只要用肉眼檢視「外側填角補強銲」之頂端,是否有將「內側之半滲透開槽銲」之頂端蓋過,沒有出現凹陷或銲蝕現象,即可視為合格。如此可節省品管工時,因此本文乃建議,除非銲道尺寸配置有困難,原則上以二者同高之接合型式為優先考量,若有不足再將外側填角補強銲之高度加高。
(5)依據現行「鋼結構設計規範及解說」第10.2.2(填角銲道)1、(有效面積)(4),規定:「如使用潛弧銲接,腳長等於或小於10mm時,以腳長為其有效喉厚;大於10mm時,有效喉厚可取理論喉厚加3.0mm」。同節解說中亦補充說明「潛弧銲法可產生均勻穩定的滲透效果,填角銲如以潛弧銲方法為之,則部分滲透效果可計入有效喉厚內。於填角銲之腳長超過10mm時,有效喉厚可為理論喉厚加3mm,惟須先進行一小段之填角銲做試驗,以便證明此一滲透效果確可達到;在實務上,通常是在工作初期切取此種接頭之零料作試驗。做完以後,只要銲接程序沒有改變就不需實施進一步之試驗」。但部分滲透開槽銲之開槽坡口角度採用60o時,雖然實務施作上若採用4.8mm SAW銲線,估計可得約1.2mm之熔滲深度,但「鋼結構設計規範及解說」並未對部分滲透開槽銲之開槽坡口角度,採用60o時之熔滲效果作規定,因此設計時不能計入其熔滲效果。
(6)各種不同母材及銲條,以及採用不同銲接方法(SMAW、GMAW、FCAW及SAW)的組合下,所需銲道尺寸會有不同。
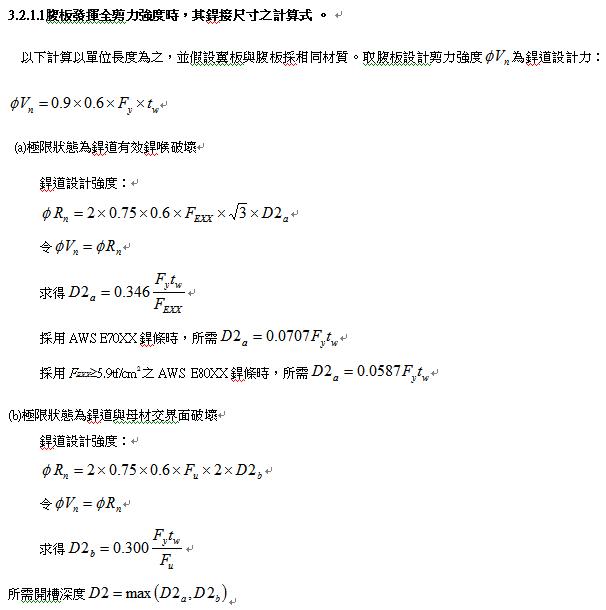
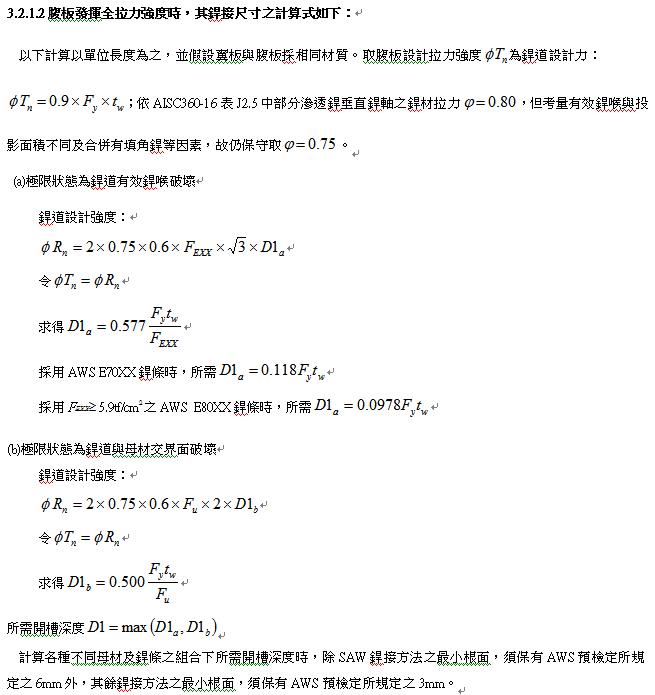
3.2.1部分滲透開槽銲外加填角補強(銲道型式一:內、外等高)
銲道形狀及尺寸詳圖2。選用開槽角度 60°,此時不論採用何種銲接方法或姿勢,有效喉厚均不須減3mm。
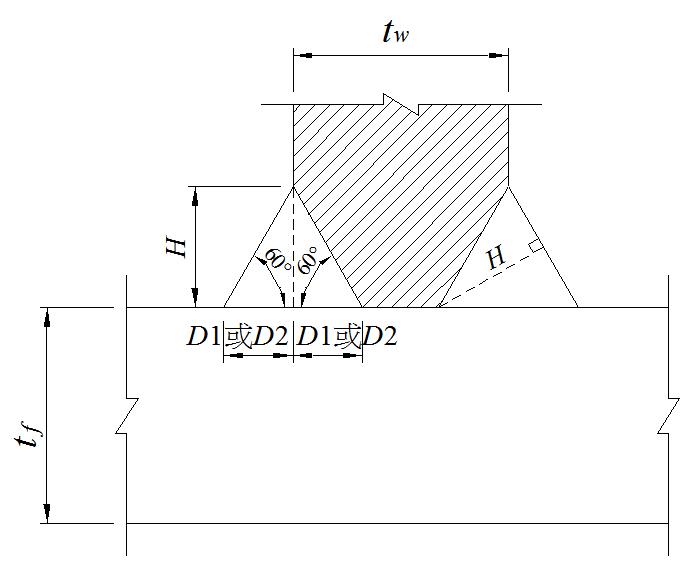
圖2部分滲透開槽銲外加填角補強 (銲道型式一:內、外等高;詳圖2)
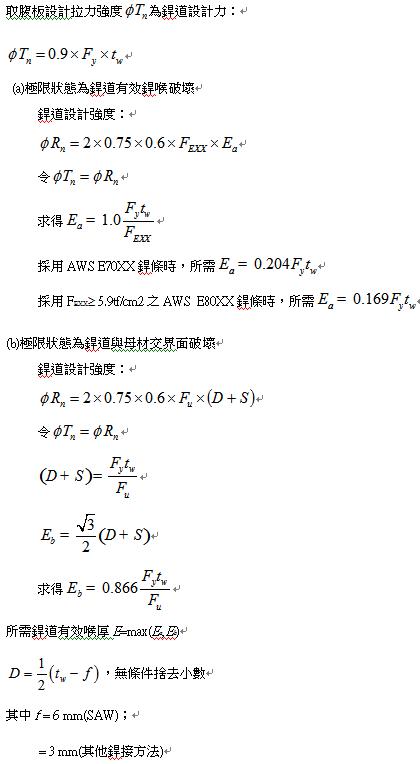
3.2.2部分滲透開槽銲外加填角補強(銲道型式二:內、外不等高)
銲道形狀及尺寸詳圖3。選用開槽角度 60°,此時不論採用何種銲接方法或姿勢其有效喉厚均不需減3mm。
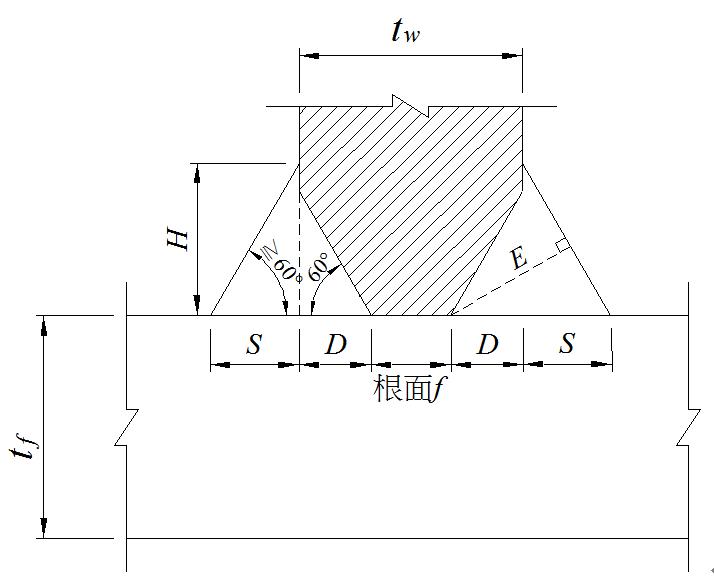
圖3部分滲透開槽銲外加填角補強(銲道型式二:內、外不等高)
計算各種不同母材及銲條之組合下所需開槽深度時,除SAW銲接方法之最小根面須保有AWS預檢定所規定之6mm外,其餘銲接方法之最小根面須保有AWS預檢定所規定之3mm。
【參考資料】
[1] 鋼結構協會技術備忘錄第3號(2017)。
【本文稿經由台灣省土木技師公會技師報同意轉載;未經允許請勿任意轉載】

來來來哩來按個贊!
精選文章
新進文章











")

")
")


")
")

