對於銲接的位置,大家普遍知道開槽銲接的平銲、橫(水平)銲、立銲及仰銲(1G~4G),或填角銲的1F~4F的定義(如圖1)。銲工考試,也因銲接位置的需求,而分成1~4G的考試。但是工廠或工地的情況,常不會是剛好90度或180度這麼理想的位置,這時銲接位置的定義就很重要了。舉例來說,如圖2的T型鋼的組立銲接或鋼橋的肋鈑銲接,當放置在地上銲接時,是屬於平銲還是橫銲呢?
根據美國銲接協會的規範[2],要定義一個銲道的銲接位置,有兩個參數:首先是銲道的中心軸線與平面的夾角;第二則是銲道表面中心線的轉角,以垂直向下為零度。因此AWS對銲接位置定義的圖形,如圖3(開槽銲)及圖4(填角銲)所示,並整理成表1。
因此,以圖2的銲接來說,銲軸的角度是零,銲接面向上45度,但是因為銲接面垂直向下為零度,因此銲接面的角度,等於45度加上90度,等於135度。而由表1或圖3、圖4可知,不論是填角銲或開槽銲接,都屬於橫銲的範圍,也就是2G或2F,並非平銲的1G或1F。因此這也是大家常說,工廠的銲工考試必須考2G而非1G的一個基本的原因。
銲接位置是決定銲工技藝等級的一個基本要件,何種位置需要那一種等級的銲工,對於整個鋼構施工品質的控制上非常重要,因此,對於它們的定義一定要認識清楚。
參考文獻
1.劉澤山(107年)。「鋼結構施工」。
2.「Structure Welding Code-Steel」AWS D1.1 2010.
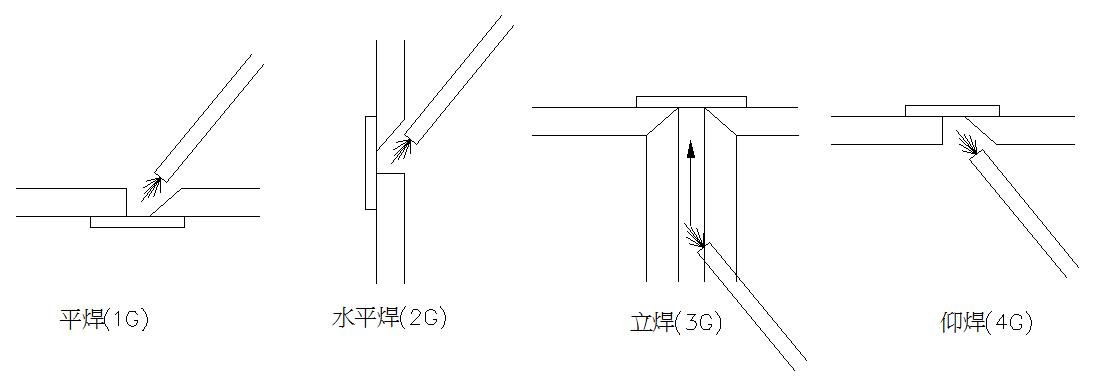
圖1 鋼鈑銲接位置[1]
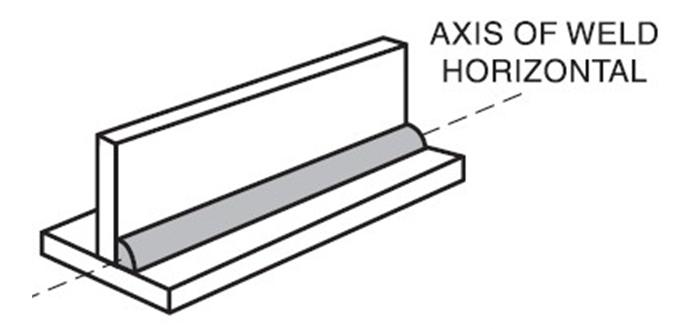
圖2 常見的一種銲接位置
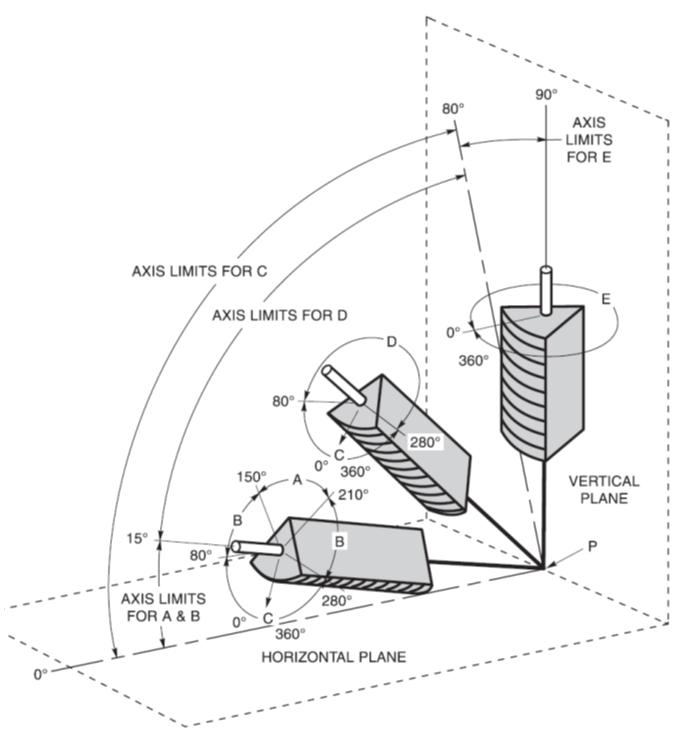
圖3 開槽銲接位置定義[2]
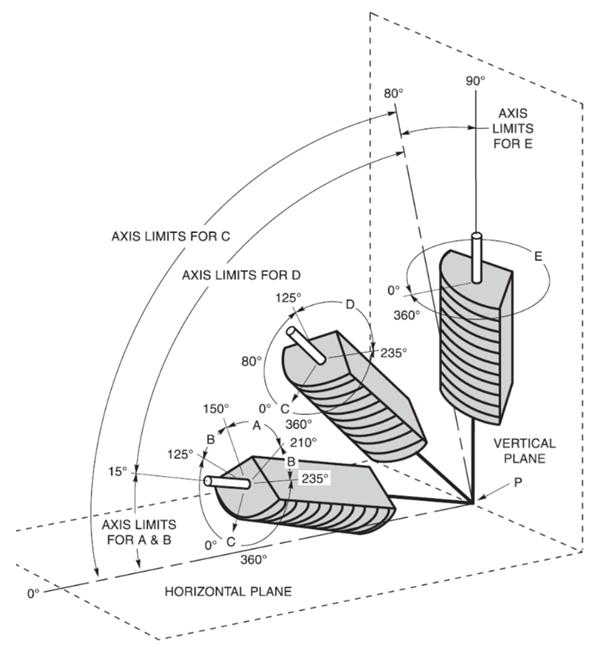
圖4 填角銲接位置定義[2]
表1 各位置之銲軸傾角及銲接面角度定義[2]
|
銲接位置 |
圖中區域 |
銲軸傾斜 |
銲接面轉角 |
|
|
開槽銲接 |
填角銲接 |
|||
|
平銲 |
A |
00~150 |
1500~2100 |
1500~2100 |
|
橫銲 |
B |
00~150 |
800~1500 2100~2800 |
1250~1500 2100~2350 |
|
仰銲 |
C |
00~800 |
00~800 2800~3600 |
00~1250 2350~3600 |
|
立銲 |
D |
150~800 800~900 |
800~2800 00~3600 |
1250~2350 00~3600 |
【本文稿經由台灣省土木技師公會技師報同意轉載;未經允許請勿任意轉載】

來來來哩來按個贊!
精選文章
新進文章





")
")




")

")
")





