當高爐煉出生鐵後,在冶煉鋼的過程中,為了進一步的將含碳量降低,會在鐵水中插入吹管,作吹氧的動作,使氧與碳結合成二氧化碳而消除多數的碳。但同時也會在鐵水中造成很多其他的氧化物,例如氧化鐵等。而後在澆鑄鋼錠時,氧化鐵在高溫下,又會再與碳反應,生成一氧化碳與鐵,由於一氧化碳逸出而呈沸騰狀,故稱之為沸騰鋼(Rimmed Steel)。沸騰鋼成分較不穩定,容易有偏析的現象,於是在煉鋼的過程中為了脫氧,一般普遍都加了矽的成分,而成為性質較穩定、含碳量甚低的鎮靜鋼(Killed Steel),或半鎮靜鋼(Semi-killed Steel)。
在實務上,鋼結構使用的合金鋼,一般都是由鎮靜鋼製成居多。但為了製成鎮靜鋼,加入了大量的矽後,導致一般結構用的鋼鈑或型鋼,含矽量普遍都在0.25%、甚至在0.3%以上,引致熱浸鍍鋅中有名的桑德林效應的問題[1、2]。由於桑德林效應,造成鍍鋅層的厚度過厚,進而發生容易剝離的現象。
熱浸鍍鋅施作的程序為[4]:1.脫脂:利用氫氧化鈉溶液在60〜100℃的溫度下,去除構件之油脂或防鏽油等。2.酸洗:將脫脂後的構件用水洗淨後,利用10~15%的鹽酸(常溫)或硫酸(50~60℃)去除工件表面銹皮。3.助鍍劑:洗淨工件表面殘留之酸液後,浸入氯化鋅及氯化銨的混合溶液中,可避免水氣附著,生成皮膜暫時防銹,並利於鍍鋅。4.熱浸鍍鋅:以一般含量98.5%的鋅,在450℃左右,將構件浸入作熱浸鍍鋅的動作,又稱鋅浴。熱浸鍍鋅後其微觀照片如照片1[3]。
一般熱浸鍍鋅時,鋅層厚度並不會隨浸鍍時間的增加而一直加厚(非線性關係),但當鋼鐵成分中的活性矽含量到一定的程度時,Zeta(ζ)層厚度,會隨浸鍍時間的增加而一直加厚(線性關係),最後由於ζ層太厚而變得容易剝落[1](如照片2所示)。同時,桑德林效應也成為常見到鍍鋅廠熱浸鍍鋅品質不良時的理由。但如前述,既然一般結構用的鋼鈑或型鋼,含矽量普遍都偏高,目前要改變煉鋼廠的製程,似乎並不可能,因此如何對鋼構造去熱浸鍍鋅,就成為一個需要監工與鍍鋅廠,小心操作與控制的技術問題。
要控制熱浸鍍鋅的厚度,在一般條件下,須注意幾樣事情:
1. 助鍍劑的濃度:助鍍劑一般控制濃度,在200~400 g/L的範圍內,濃度太高(400~500g/L)時,表面鹽膜過厚不易乾透,也容易造成鍍層過厚現象。相反的,一般在鋅浴中,常添加一些鋁,以減少鋅白的產生,並增加表面之光亮程度。但若含鋁量過多時,鋁會與氯化銨形成AlCl3,阻礙了鐵-鋅反應,造成不鍍的問題。
2. 熱浸鍍鋅的溫度:如圖1所示,一般狀態下鋅浴的溫度越高,鍍層厚度越厚。但溫度高於530℃以上時,也就是一般所謂的高溫熱浸鍍鋅時,這時ζ相消失而δ相穩定成長,因此是可以抑制桑德林效應的最有效方法。可是由於溫度一高,鐵溶解於鋅溶液的速度就加快很多,因此造成很多技術面上的問題。例如,鍍鋅槽須採用如陶瓷類等特別材質製造之鋅浴槽;並且加熱方式也受到影響,例如須由上面加熱或採用特殊材質之加熱管。所以只有少數歐美國家的鍍鋅廠有使用。國內在目前的設備下,則須注意鍍鋅槽不可有局部溫度過高的現象,並盡可能採用較低溫度作熱浸鍍鋅,以降低桑德林效應。
3. 熱浸鍍鋅的時間:如前述當活性的矽含量增加時,適當的減少鋅浴的時間,可以讓ζ層來不及增加,而降低桑德林效應的問題。
4. 構件從鋅浴中提出的速度:構件除了要保持先浸入的部分要先提出的原則,以免先浸入的部分鋅浴時間過久以外,構件提出的速度須配合鋅液流動的速度。速度過快,將導致表面之自由鋅層來不及流掉,致使鋅層厚度增加且不均勻。但除去以上原因,矽含量高之鋼材,提出的速度仍是越快越好。
5. 鍍鋅後構件的冷卻速度:當構件在約450℃的鍍鋅槽取出後,冷卻的時間中,只要溫度足夠,ζ層仍在繼續的生長。當生長至表面,也就是將純鋅層η層耗盡,表面會產生灰暗的ζ層顏色的斑點或紋理。因此將冷卻的速率加快,將有益於抑制ζ層的生長。
6. 鋅浴中添加其他金屬:如圖2所示,在鋅浴中添加如鎳、鋁或錳等元素時,可以降低桑德林效應之影響。但由圖2可知,在0.06~0.10%的矽含量時較為有效,當矽含量大於0.25%以上時,效果似乎沒有特別顯著。目前則有研究指出,除鎳以外另外添加了錫,對大於0.3%的含矽鋼,也有抑制的效果。
7. 構件堆疊的時機:當構件尚未完全冷卻,也就是合金反應還在進行中,這時為了種種原因,例如堆置區域不足或趕工需要,就將構件搬運堆疊,造成鐵-鋅合金層,因碰撞、上層擠壓、構件承重變形等,造成合金層之局部剝離。縱使反應完成,只要合金層達到一定厚度,都可能因碰撞發生局部剝離的情形。
8. 鍍鋅前構件預熱:根據研究顯示[5],桑德林效應與鋼材表面的矽含量有關。但矽有兩種型態存在於鋼中,一種是鐵-矽化合物的形式,另一種則是SiO2的形式,研究顯示:SiO2並不會增加活性,因此在酸洗後加以適當的預熱,可以使鋼材活性降低。
由於一般鋼構規範,對熱浸鍍鋅層的厚度要求較高,且並未規定厚度之最大值。因此只要鍍鋅層未發生剝離的問題,一般都還不至於有拒絕接受的情形發生,因此感覺問題還不算嚴重。但一旦發生剝離之問題,鋼材的桑德林效應,不應是唯一的理由。因為如果桑德林效應是無法避免的問題,鋼結構在熱浸鍍鋅施工時,更應特別謹慎去檢核、控制各項參數,以達到我們需求的品質。
參考資料
〔1〕劉澤山(2019)。「漫談熱浸鍍鋅」。技師報,1170期。
〔2〕王光國(2018)。「矽含量與其他合金元素對批式熱浸鍍鋅層結構的影響」。熱浸鍍鋅會刊。
〔3〕「Standard Practice for Providing High-Quality Zinc Coatings (Hot-Dip」,ASTM A385, 2003.
〔4〕劉澤山( 2018)。「鋼結構施工」。
〔5〕盧錦堂、許喬瑜、孔綱(2017)。「現代熱浸鍍技術」。機械工業出版社,北京。
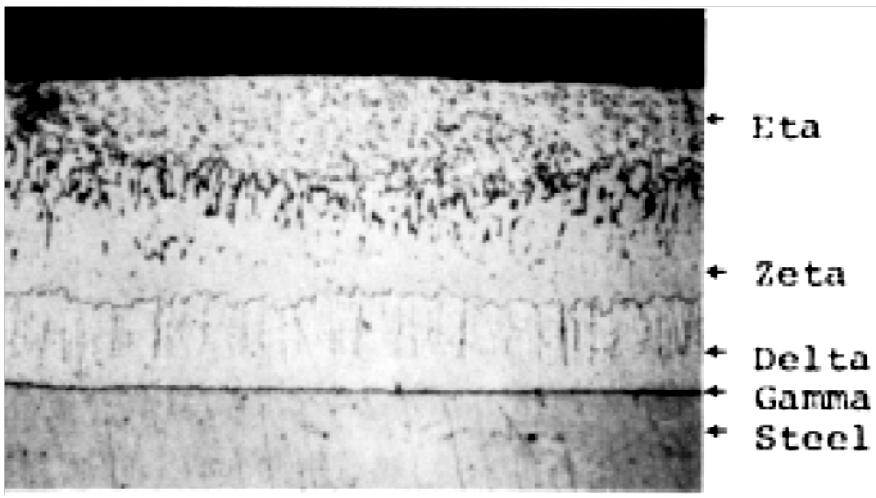
照片1 熱浸鍍鋅的剖面照片[3]

照片2 熱浸鍍鋅層之剝落
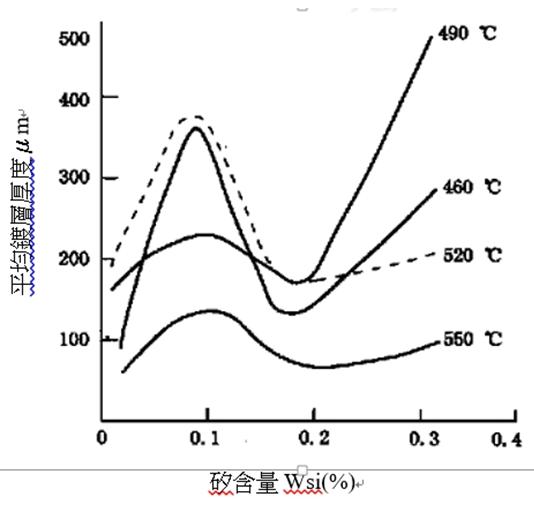
圖1 溫度與鍍層厚度的關係[5]
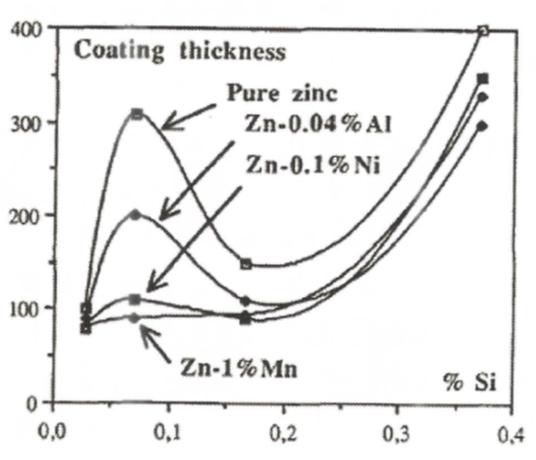
圖2 添加其他合金成分對桑德林效應的影響[2]
【本文稿經由台灣省土木技師公會技師報同意轉載;未經允許請勿任意轉載】

來來來哩來按個贊!
精選文章
新進文章




")




")
")

")





