前言
筆者曾於1062期技師報撰文介紹鋼結構填角銲之設計,於鋼結構之T型接頭,除了常用之填角銲外,對於較厚之鋼料亦常採用部分滲透銲(partial joint penetration-pjp),特別是20mm以上之厚度。其實鋼料厚度20mm為關鍵性之厚度,厚度20mm以上之鋼料有許多施工上之要求,例如必須採用超音波檢查有無夾層缺陷、電銲前必須事先預熱、A36之材質必須採用E70級之銲條不得採用E60級之銲條、腹板採雙邊單斜槽之部分滲透銲時,潛弧銲之預檢定接合(prequalified
joint)之腹板厚度必須20mm以上。
T型接頭部分,滲透之單斜槽銲接(bevel groove welds)如圖1所示。其中(a)為基本之單斜槽部分滲透銲,(b)與(c)則為單斜槽部分滲透銲外加補強填角銲。
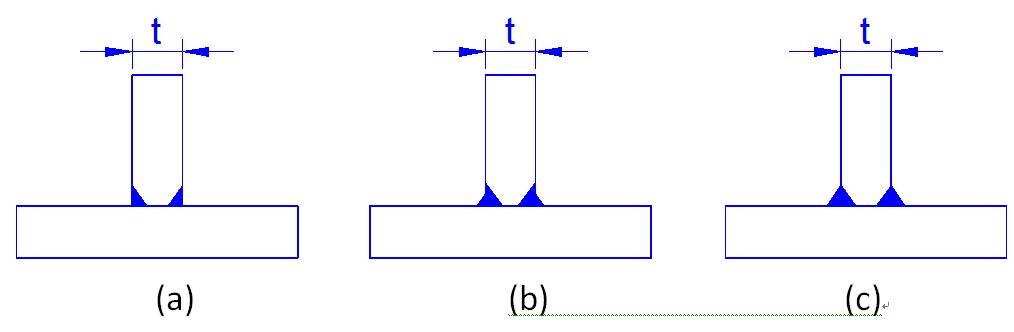
圖1 T型接頭部分滲透銲
依照AWS D1.1-2015規定,於T型接頭雙邊均部分滲透電銲,如採用預檢定(prequalified)接頭BTC-P5之徒手電銲(SMAW)時,腹板厚度t最少須8mm;預檢定BTC-P5-GF之包藥電銲(FCAW)、與CO2(GMAW)電銲之腹板厚度t至少須12mm;預檢定TC-P5-S之潛弧銲之腹板厚度t至少須20mm。而翼板之厚度則無限制。復依照AWS D1.1-2015之規定,熔填銲材之等級與強度,必須與鋼料相匹配,其詳細內容參考1062期技師報。
部分滲透銲之有效喉深
AISC-2016規範規定,預檢定T型接頭之部分滲透單斜槽電銲,其有效喉深如表1所示。
表1 部分滲透電銲之有效喉深
|
電銲方法 |
電銲作業姿勢 |
開槽型式 |
有效喉深(E) |
|
徒手電銲(SMAW) |
全姿勢(All) |
45o單斜槽 |
開槽深度扣除3mm |
|
CO2電銲(GMAW) 包藥銲(FCAW) |
立銲(V)、仰銲(OH) |
||
|
平銲(F)、橫銲(H) |
45o單斜槽 |
開槽深度 |
|
|
潛弧銲(SAW) |
平銲(F) |
60o單斜槽 |
開槽深度 |
如考慮部分滲透銲外加填角銲補強,其有效喉深之決定,AWS D1.1-2015建議如圖2所示。其中圖(a)為未採用填角銲補強之單斜槽部分滲透電銲,E為依表1規定必須扣除3mm之有效尺寸,S為開槽深度或不須扣除3mm之有效尺寸。圖(b)與圖(c),為單斜槽部分滲透電銲外加填角銲補強,T為銲喉總深度,係從開槽跟部至電銲表面之最短距離,E為依表1規定必須扣除3mm之有效喉深。
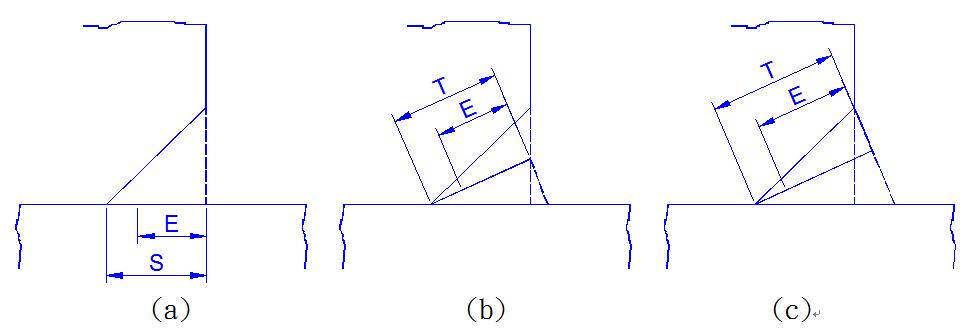
圖2 部分滲透電銲之有效喉深
部分滲透電銲之設計除了須傳遞有關之應力外,AISC-2016規範另規定其最小有效喉深如表2所示。
表2 部分滲透電銲之最小有效喉深
|
結合鋼料之較小厚度(mm) |
最小有效喉深(mm) |
|
超過8至13 |
5 |
|
超過13至19 |
6 |
|
超過19至38 |
8 |
|
超過38至57 |
10 |
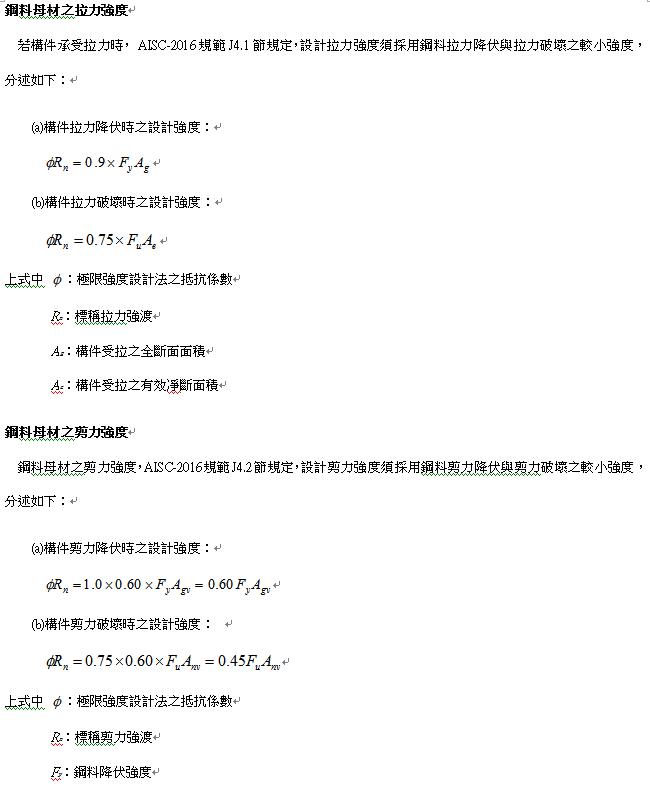
部分滲透電銲之有效強度
有關部分滲透電銲之有效強度,如採用極限強度設計法(LRFD)時,AISC-2016規範之規定,如表3所示。
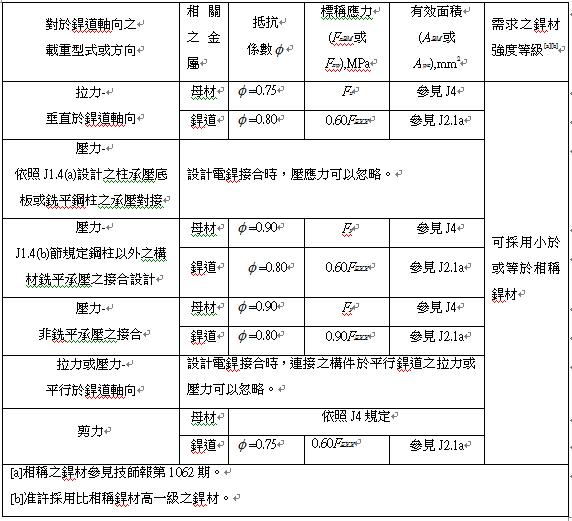
表3 AISC(LRFD)-2016規定之部分滲透開槽銲有效強度
開槽角度之選用
AWS預檢定之部分滲透電銲,手銲之開槽角度為45o,自動銲之開槽角度為60o。如以相同銲接尺寸S比較兩種開槽角度之銲材熔填量,並以填角銲之銲道斷面積做為基數1.0,則各種銲道斷面積計算如圖3所示,顯見以開槽45o之銲接型式面積較小,既經濟又合理,效果較佳。如採用60o之開槽銲,則以外加補強之銲接型式效果較佳,如圖3 (e)~(g)所示。
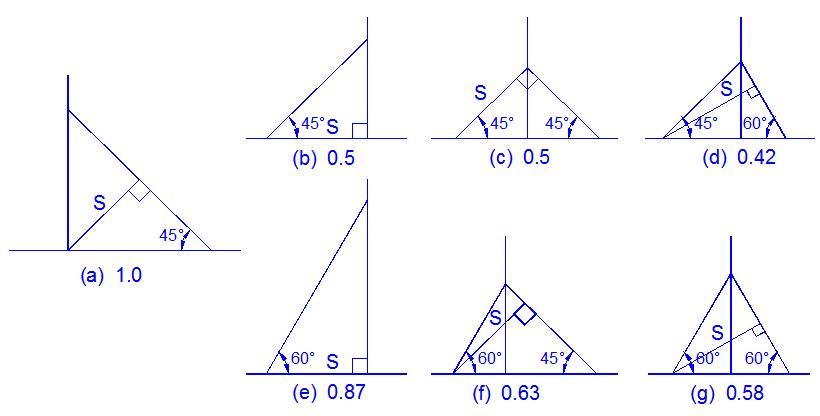
圖3 各種開槽角度之電銲型式與填角銲之比較
手銲與半自動銲之部分滲透電銲斷面(採用AWS預檢定型式)
依照AWS D1.1-2015預檢定銲接型式之規定,雙邊單斜槽之徒手電銲、包藥銲與CO2電銲,開槽角度均應為45o,如須外加填角銲補充時,填角銲之尺寸為腹板厚度之四分之一(t/4),惟不必大於10mm。其跟面尺寸(root face)於徒手電銲、包藥銲與CO2電銲最少應為3mm。另於徒手電銲,包藥銲與CO2電銲採立銲或仰銲姿勢時,每邊之有效喉深需各扣減3mm;如於包藥銲與CO2電銲採平銲或橫銲姿勢時,有效喉深不需扣減,詳表1之規定。
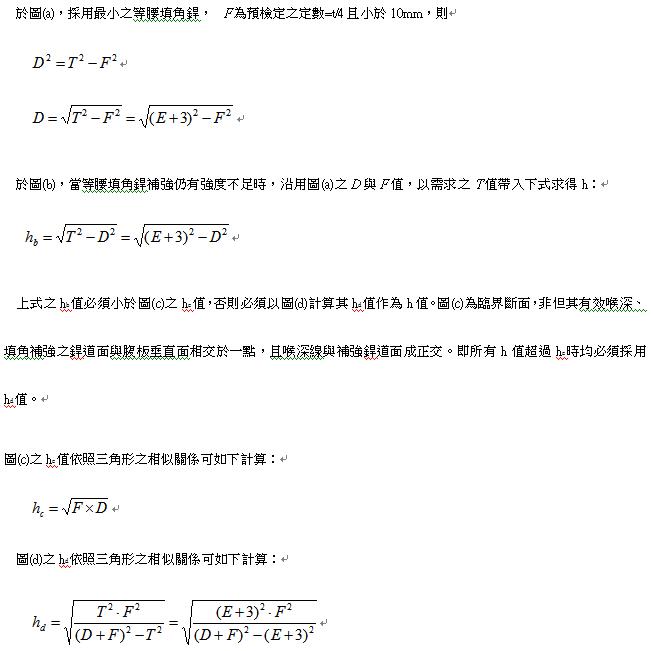
參考圖4(a)~(d)之單斜槽接合型式,AWS
D1.1-2015 Fig.A.3建議電銲之喉深T係從根部到電銲表面之最短距離計算,各種不同腳長F之填角銲有其相對之喉深。當單斜槽之部分滲透銲之強度不足時,比較合理之方式為先採用45o等腰角銲補強,如果強度仍然不足,再逐漸加強角銲之高度達到需求之強度。
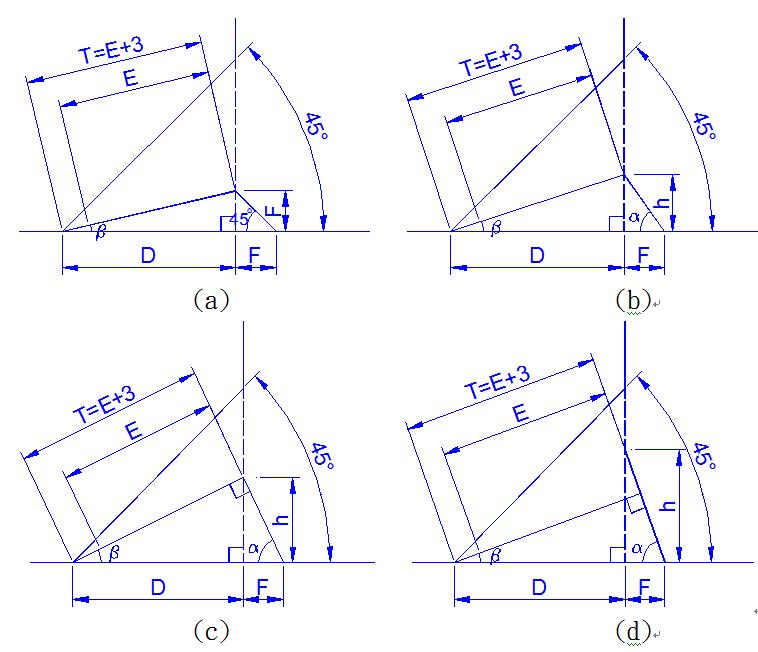
圖4 開槽45o外加填角銲
上述部分滲透銲外加填角銲補強之作法,如果銲道之熔填量太大,或開槽深度D+角銲腳長F≦總需求喉深T,或角銲之高度大於開槽之高度時,可直接採用全滲透電銲較為合理且經濟,惟採用背墊之全滲透電銲時,銲材必須具備衝擊韌性。(待續)
【本文稿經由台灣省土木技師公會技師報同意轉載;未經允許請勿任意轉載】

來來來哩來按個贊!
精選文章
新進文章

")
")


")





")

")
")


")
")

