一、前言
現行「鋼結構設計規範」,對於「高張力螺栓」設計強度之規定,主要係依據美國鋼結構協會(AISC)所出版之『鋼結構設計規範』制定,然而,日本規格之「扭矩控制(Torque
Control Bolt)斷尾型高張力螺栓(簡稱T.C.Bolt)」,其施工方式甚為簡便,已經成為國內鋼結構工程實務上普遍採用的高張力螺栓,並已大部分取代AISC規格高張力螺栓。但日本規格之「扭矩控制斷尾型」高張力螺栓所採用之安全係數、及接合面間之摩擦係數,均與國內現行規範不同,若未經合理的轉換,就直接採用由日本規範所提供之剪力強度設計值,將會影響鋼結構接頭安全性。結構設計除必須遵循相關設計規範外,尚須採行一致之安全等級及標準,才能得到經濟及均勻一致的安全性。有鑒於此,筆者參酌現行規範之安全基準,探討高張力螺栓之剪力強度,並提出設計注意事項供設計者參考,不當之處,尚請工程先進不吝指正。
二、結構用高張力螺栓之規格
國內生產之結構用高張力螺栓製品,主要有美國ASTM
A325及A490螺栓,及日本JIS F8T(國内須訂購才生産)、F10T及F11T(國内甚少使用)螺栓,前者以英制標示螺栓規格,後者以公制標示。國內對於工程師的養成教育,大多採用美國之鋼結構設計規範及材料規格,但施工實務又習慣採用日本規格螺栓,因此許多設計者,在設計時採用參考美國規範所制定之現行「鋼結構設計規範」,但在使用日本規格螺栓時,常會同時採用日本鋼結構相關規範所提供之設計強度來進行設計。如此二種不同規範直接混用後,結構整體安全性必須重新評估,不同規格之材料應採用相稱之設計規範,才能確保結構安全性,因此採用日本規格螺栓時,其設計強度必須經過合理的轉換後方可採用。
2.1 ASTM規格高張力螺栓
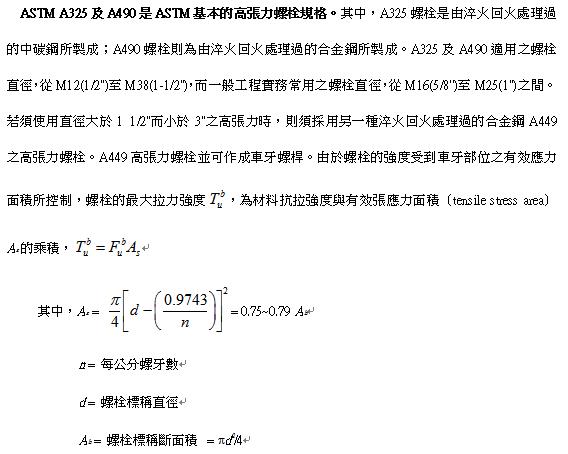
另外,螺栓若為了防蝕須鍍鋅時,則須採用A325螺栓。因鋼材強度在14 tf/cm2以上時,在酸洗除銹過程會導致氫原子浸入螺栓體,進而有產生脆性延遲破壞的可能,故A490螺栓不可熱浸鋅。
2.2 日本規格高張力螺栓
日本JIS規格高張力螺栓:分F / S 8T、10T及11T三種,根據日本鋼構造協會,1968至1972年對延遲破壞所作之研究顯示,螺栓強度在12 tf/cm2以上,安裝時對螺栓以對應於0.2% 永久變形之降伏應力之軸力鎖緊時,即有發生延遲破壞的可能。隨後亦有F11T發生延遲破壞的案例,因此JIS B1186建議,盡可能不要使用F11T螺栓。若有防蝕需求須鍍鋅時,建議採用ASTM A325 (F8T國内無生産)。亦有文獻建議使用鍍鋅螺栓時,因酸洗除銹過程,有可能導致金屬吸收氫原子,而產生脆裂或延展性降低的氫脆化現象,故建議設計時宜酌予降低強度。另鍍鋅螺栓須考慮鍍鋅膜厚使得螺帽須擴孔,導致螺牙承壓面積減少的影響。
三、國內高張力螺栓之安裝
AISC規範要求ASTM A325及A490螺栓的使用,除非設計圖另有規定,否則均須符合美國結構接合協會(RCSC),審訂之「
使用ASTM A325及A490螺栓之鋼結構接合設計規範」。屬於摩阻型剪力及僅承受直接拉力之螺栓,必須依照規定之預張力安裝。對於設計上無明確指定預拉力值的承壓型高張力螺栓,安裝時仍須鎖至「緊貼狀態」。極限設計法規範(LRFD或LSD),則要求接合用之高張力螺栓於安裝時,除不用來承受拉力載重、或允許接合板的相對滑動、或不用於承載振動、或會造成疲勞效應之高周次疲勞載重等情況時,只須將螺栓鎖至「緊貼狀態」,否則須使安裝後的螺栓達到最小預張力值。「緊貼狀態」的定義,係指使用衝擊扳手鎖至數次衝擊,或使用一般扳手以人力全力旋緊,使得接合面接觸達緊貼狀態。一般而言,螺栓鎖至緊貼狀態下,螺栓內已有部份預拉力存在。
高張力螺栓後續之鎖緊作業,包含下列項目:
螺栓鎖緊作業施工前,應先以螺栓扭力試驗機、軸力計及扭力扳手,檢測出螺栓達到最小預力值時所需之扭力。每一批同尺寸之螺栓最少須抽測5支,以求得螺栓鎖緊所需之扭力平均值。並以此扭力平均值作為檢驗及施工鎖緊之判定依據。
高張力螺栓之鎖緊作業,除設計圖說另有規定者外,除須先鎖至「緊貼狀態」外,尚須應分二階段鎖緊至其最小軸力:(a) 第一階段預鎖至規定最小軸力值之60%至80%;(b) 第二階段依螺栓規格或設計要求鎖緊至規定最小軸力值。
四、高張力螺栓之剪力強度
高張力螺栓接合部鋼板的摩擦係數與其表面處理有極大的關係。美國RCSC根據試驗的方法,將滑動係數(m)分成下列三級:
(a)熱浸鍍鋅後未進行粗糙化處理之表面.........0.2。
(b)A級接合面......0.3(現行鋼結構設計規範為0.33)。
(c)B級接合面..........................................0.5。
註:
1.A級接合面為符合下列條件之一者:
(1)去除黑皮及鬆散浮銹之未塗裝鋼材表面,鋼材表面須有適當防銹措施,無需進行滑動係數試驗。
(2)噴砂後進行無機鋅粉底漆塗裝,無需進行滑動係數試驗。
(3)噴砂後進行第(2)項以外之塗料塗裝,施工前須進行滑動係數試驗驗證其值大於0.3。
(4)熱浸鍍鋅後表面進行粗糙化處理,其表面粗糙度Ry大於50mm,無需進行滑動係數試驗。
2.B級接合面為符合下列條件之一者:
(1)噴砂後之未塗裝鋼材表面,其表面潔淨度須滿足Sa 2-1/2之要求,鋼材表面須有適當防銹措施,無需進行滑動係數試驗。
(2)噴砂後進行無機鋅粉底漆或其他塗料塗裝,施工前須進行滑動係數試驗驗證其值大於0.5。
設計者應選用適當的滑動係數,並應將此詳註於設計圖說上。設計時除非設計者對於接合面的表面處理有特別規定,其摩擦係數可另外決定外,AISC及現行規範一般均以摩擦係數 m = 0.33 (AISC360-16已改為0.3),作為抗滑強度之計算依據。
五、 結論與建議
不同的設計規範之設計理念與設計方法略有不同,結構設計時若使用與設計規範不同規格之螺栓時,應按同一設計規範之計算方法推導相關設計強度。鑒於現行鋼結構設計為以AlSC設計規範為依據,使用日本規格高張力螺栓時,不可直接採用依據日本規範計算所得之設計剪力強度值。本文乃針對日本規格高張力螺栓,應用於國內現行鋼結構設計規範所應注意的事項、及高張力螺栓設計剪力強度之特性,整理歸納如下,供設計者參考:
鋼結構接頭設計理念,應以承壓型螺栓剪力強度抵抗極限載重,而以抗滑型螺栓剪力強度,作為工作載重下之使用性檢核,設計檢核時尤應瞭解鋼板不同表面處理後之力學性質,並標示所需之鋼板表面處理方式,設計者應選用適當的滑動係數,並應將此詳註於設計圖說上,以確保可得到預期的摩擦係數。
JIS F8T、F10T螺栓依AISC規範安裝時,其設計預張力、摩阻型及承壓型之標稱剪力強度,均可採用AISC規範相同之計算公式。
高張力螺栓之設計及施工時,其「預張力」均以抗拉強度之70%為基準,因此計算高張力螺栓剪力接合強度之摩擦阻力時,亦須以「預張力」乘以摩擦係數,再乘以有效應力面積而得。各種不同表面摩擦係數之剪力設計強度與其摩擦係數值成正比。
依據日本相關規範所計得之高張力螺栓的剪力強度,不可直接應用於現行鋼結構設計規範。
因為AISC工作應力法規範,對於高張力螺栓的設計強度,並未使用明確的安全係數,而僅以圖表列舉螺栓之容許應力,因此對於F8T、Fl0T螺栓使用於工作應力法時之容許應力值,並無固定的計算式可供作轉換,但仍可依該圖表的容許應力值作適當的修正,以作為F8T、Fl0T螺栓的容許應力值。日本規格之高張力螺栓設計強度,可參見中華民國鋼結構協會所出版之「鋼結構極限設計法設計手册(TISC-021-2019)」。
【本文稿經由台灣省土木技師公會技師報同意轉載;未經允許請勿任意轉載】

來來來哩來按個贊!
精選文章
新進文章
")


")


")




")

")
")




