ASTM的鋼管常見的有A53、冷軋和無縫的A500、熱軋和無縫的方鋼管A501、由高強度(50ksi及以上降伏強度)鋼材焊接而成的方鋼管A1065,以及冷軋中空斷面(HSS)的A1085,其基本機械性質規定,如表1所示。
CNS對於結構使用的碳鋼鋼管,則有:CNS4435的圓鋼管(一般結構用碳鋼鋼管)、方鋼管的CNS7141(一般結構用正方形及矩形碳鋼鋼管),及專門為耐震結構用的CNS15727(建築結構用碳鋼鋼管)等三種,其基本機械性質,如表2、表3所示。
比較表1~表3,可以發現CNS與ASTM規範的檢驗標準,除了ASTM A53有特別非破壞檢測(UT)的規定、Type E針對銲道的規定、TypeS可以用針對鋼管本身檢測來代替水壓試驗之外,比較不一樣的大概是壓扁試驗了。CNS只做一階段的壓扁,而ASTM則做三階段。
壓扁試驗,如圖1所示,將鋼管置於兩平板中間,銲道置於90度的地方,做壓扁試驗。ASTM規範,各階段兩平板間的距離H,如表4所示。第一階段為3/4D~2/3D間(D為鋼管直徑),其目的在看銲道的韌性(ductility)是否足夠;第二階段進一步減少間距至1/3D(或5倍板厚)到0.6D間,目的在看母材,是否產生有龜裂或其他瑕疵;第三階段則壓至兩壁母材接觸或是母材斷裂,其目的是看健全性(soundness),例如母材的夾層、間斷或銲道的不連續等。但是如果管壁厚度t較厚者,在平板接觸點會有異常大的變形現象(壓扁後略呈葫蘆型),因此規定D/t小於10者,在該處之破斷是可接受的。
但,ASTM對於無縫鋼管,只做一階段的壓扁。兩加壓板的間距H須以公式H=(1+e)t/(e+t/D)來計算。其中e為強度等級的係數,Grade A為0.09,依序B、C為0.07及0.06。依公式計算之H值試算,如表4所示。從表中可知,強度越高或厚度較厚者,H值較大,也就是壓扁的量可以較少。ASTMA500或A1085之無縫鋼管,需施作上式計算之壓扁試驗;但,A53規定只要證明能達到上式計算之壓扁量即可。至於CNS,對於有縫或無縫鋼管,其壓扁試驗並無分別的規定。因此,無縫鋼管如以壓扁量來說,ASTM的規定略為嚴格。
至於使用有縫或無縫鋼管,其差別一般人並不十分清楚。在製程上來說,無縫管是用實心管坯經穿孔後軋製,管身週邊沒有銲接縫的鋼管。又細分為熱軋管、冷軋管、冷拔管、擠壓管等;有縫管是管身週邊有銲接縫的鋼管。以銲接方法分,有電弧銲管(SAW、FCAW或GMAW)、電阻銲管(高頻、低頻)、氣銲管等;以銲縫形狀分,有直縫銲管、螺旋銲管。
在用途上的差別,無縫管使用的壓力較高,如輸送液體鋼管、鍋爐鋼管、鑽探鋼管、液壓和氣壓缸用精密內徑鋼管、耐腐蝕鋼管和高強度結構件鋼管;有縫管則是在低壓,較無安全顧慮的環境下使用。如輸水管道、煤氣管道、暖氣管道等,或大口徑(一般公稱直徑600mm以上),無縫管無法生產的尺寸。最後無縫管單價較高,一般土木結構,如無特殊考量,使用有縫管應該很足夠了。
參考資料
〔1〕「一般結構用碳鋼鋼管」CNS 4435,107年
〔2〕「一般結構用正方形及矩形碳鋼鋼管」CNS 7141,107年
〔3〕「建築結構用碳鋼鋼管」CNS 15727,103年
〔4〕「Standard Specification for Pipe, Steel,Black and Hot-Dipped, Zinc-Coated, Welded and Seamless」ASTM A53/53M,2012
〔5〕「Standard Specification for Cold-Formed Welded and Seamless Carbon Steel Structural Tubing in Rounds and Shapes」ASTM A500/A500M,2013
〔6〕「Standard Specification for Hot-Formed Welded and Seamless Carbon Steel Structural Tubing」ASTM A501,2017
〔7〕「Standard Specification for Cold-Formed Electric-Fusion (ARC) Welded High-Strength Low-Alloy Structural Tubing in Shapes, with 50 ksi [345 MPa] Minimum Yield Point」A1065/1065M,2009
〔8〕「Standard Specification for Cold-Formed Welded Carbon Steel Hollow Strucyural Sections (HSS)」ASTM A1085,2013
表1 ASTM鋼管之機械性質[4]~[8]
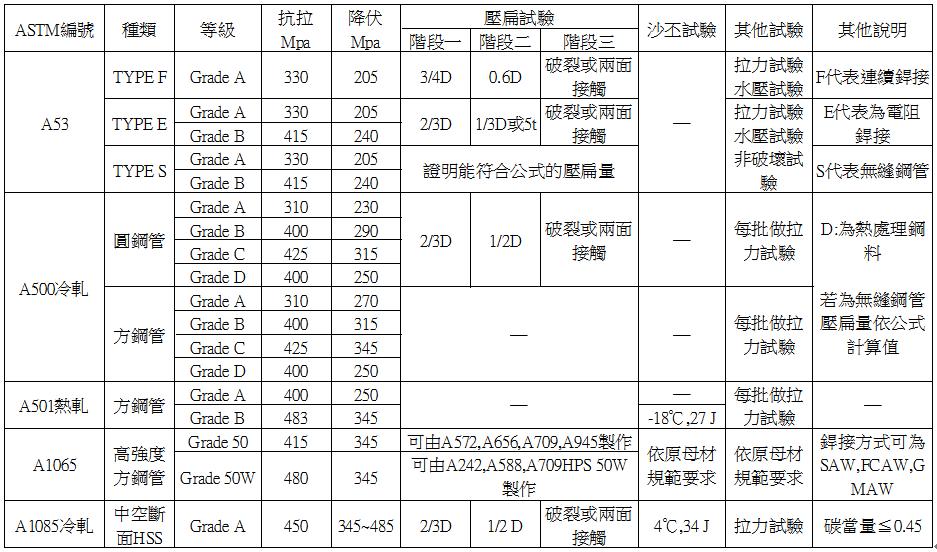
表2 CNS4435及7141鋼管之機械性質[1][2]
|
種類 |
抗拉強度 |
降伏強度 |
銲接部位抗拉強度 |
壓扁性 |
彎曲性 |
|
|
平鈑間距離(H) |
彎曲角度 |
內側半徑 |
||||
|
適用外徑 |
||||||
|
所有尺寸 |
所有尺寸 |
所有尺寸 |
所有尺寸 |
50mm以下 |
||
|
STK290 |
290以上 |
290以上 |
2/3D |
900 |
6D |
|
|
STK400 |
400以上 |
235以上 |
400以上 |
2/3D |
900 |
6D |
|
STK490 |
490以上 |
315以上 |
490以上 |
2/3D |
900 |
6D |
|
STK500 |
500以上 |
355以上 |
500以上 |
7/8D |
900 |
8D |
|
STK540 |
540以上 |
390以上 |
540以上 |
7/8D |
900 |
6D |
|
STKR310 |
310以上 |
270以上 |
— |
— |
銲接部位彎曲性 |
|
|
STKR400 |
400以上 |
235以上 |
— |
— |
||
|
STKR490 |
490以上 |
325以上 |
— |
— |
||
註:伸長率規定較複雜,請直接查CNS規範
表3 CNS15727鋼管之機械性質[3]
|
種類符號 |
鋼管厚度 mm |
抗拉強度 |
降伏強度 |
降伏比 |
伸長率 |
沙丕試驗(0℃) |
壓扁試驗平鈑間距離(H) |
銲接部位抗拉強度 |
|
製管方法 |
||||||||
|
無縫、電阻銲、對接銲或自動電弧銲 |
無縫、電阻銲或對接銲 |
自動電弧銲接 |
||||||
|
STKN400W |
100以下 |
290以上 |
235以上 |
— |
23以上 |
— |
2/3D |
400以上 |
|
STKN400B |
未滿12 |
400以上 |
235以上 |
— |
23以上 |
27以上 |
2/3D |
400以上 |
|
12以上 |
235以上 |
80以下 |
||||||
|
超過40 |
215以上 |
|||||||
|
STKN490B |
未滿12 |
490以上 |
325以上 |
— |
23以上 |
27以上 |
7/8D |
490以上 |
|
12以上 |
325以上 |
80以下 |
||||||
|
超過40 |
295以上 |
|||||||
表4 無縫鋼管之壓扁值計算例
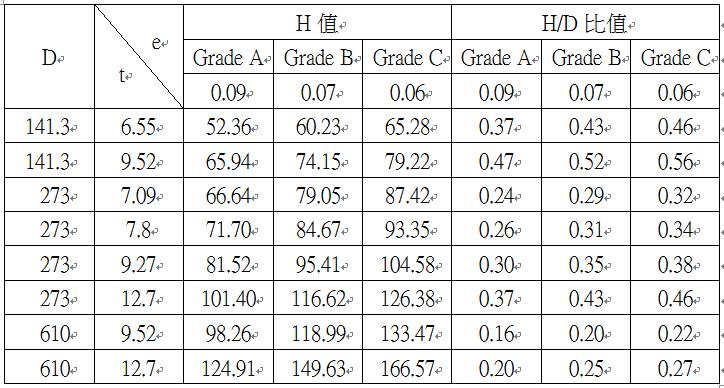
表5 ASTM鋼管之化學成分[4]~[8]
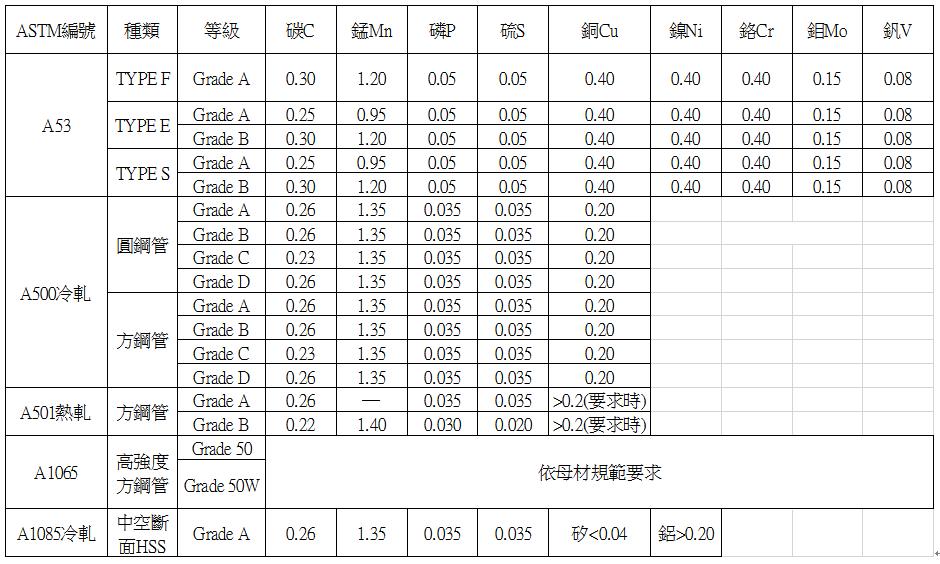
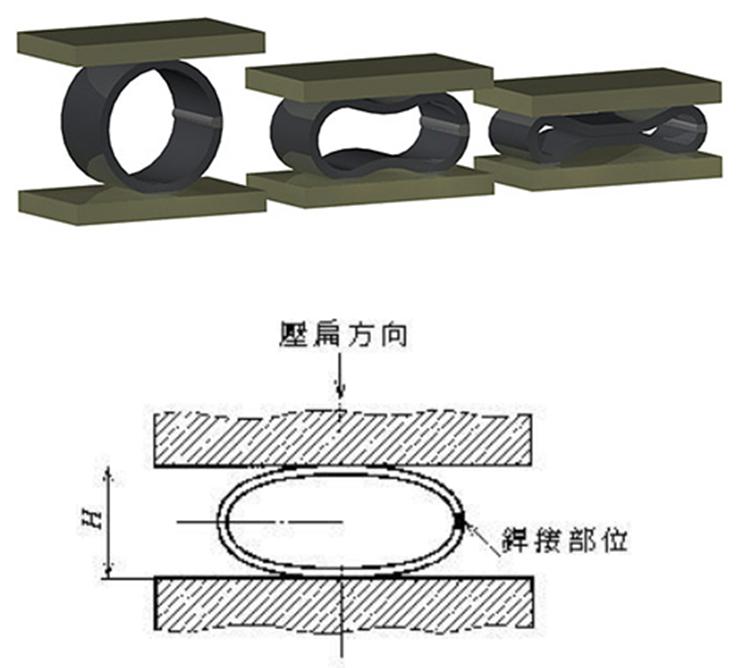
圖1 壓扁試驗示意圖例
【本文稿經由台灣省土木技師公會技師報同意轉載;未經允許請勿任意轉載】

來來來哩來按個贊!
精選文章
新進文章



")

")





")

")
")


")
")

