以一般韌性切削的設計來說,柱邊至切削的起點a值大約在0.5~0.75bf(翼板寬度),如圖1。以一般大樓的大樑寬度300~400mm來說,a值約在150~300mm間。一般為了容易施工起見,常統一取值約在200mm上下。問題是這200mm是否足夠作為檢測所需呢?
鋼結構超音波檢測現場的檢測工作,一般均使用斜束探頭,也就是音波發射出去的角度與垂直軸有一個夾角(如圖2)。規範中使用的斜束探頭一般有45º、60º及70º三種,角度越大,檢測所需的空間也越大。根據CNS12618(如表1)或美國銲接學會AWS D1.1規定[3],所有的板厚探頭角度均需使用到70度的探頭。因此我們以70度的探頭檢測所需空間來做一簡單的計算。
探頭檢測所需空間基本上等於銲道表面寬度加上探頭移動所需的距離加上探頭本身一半的長度(使超音波能夠完整進入鋼材)。如附圖3所示,而銲道表面寬度等於根部寬度(R)加上厚度T×tan(A)。以目前大樓較常使用的護氣式包藥銲接(FCAW-g)而言,規範規定R=5mm;A=30°(手銲則為6mm及45°),但需加上法規允許根部寬度的誤差為+6mm,以及CNS規定須掃描熱影響區的範圍13mm,所以銲道表面寬度為5+6+13+T×tan(30°)=24+0.577×T。至於探頭移動的長度可以用簡單的三角函數計算得到,如果板厚為T時,長度等於T×tan(70º)=2.75T。可是如圖4所示,由於我們使用一次波檢測時(Leg I)僅能檢查銲道的下面部分,所以需要利用到一次波的反射(Leg II)才能檢查銲道的上面部分。因此計算長度時必須乘以2,也就是2×2.75T=5.5T。探頭一半的長度約為25mm,所以總共需要24+0.577T+5.5T+25=49+6.08T。如以a=200mm的空間反推,翼板厚度大於24mm時,檢測空間即可能不足。(其他的數值亦可同法計算)
解決方法有兩種:一為加大a值的空間,也就是切削位置需向後移,但此法將導致切削量變大及檢核側向扭轉勁度時,規定必須Zf/Z≧0.7的問題。另一種方法則要求檢測人員對於翼板厚度25mm以上韌性切削鋼樑需從乙面來檢測。所謂乙面請參考圖5,對於T形接頭,超音波分為甲、乙、丙三面(AWS規範則稱為A、B、C面)。在AWS[3]規定要到板厚90mm才需要以B面(乙面)來做檢測。但究其意思並非較薄的鈑就不能以B面做檢測,而是工作性上的問題。事實上如能以一次波檢測(Leg I)其精確度更高(圖6)。當然以B面做檢測困難度很高,尤其一般電銲工作架僅到下翼板上面,檢測時勢必要準備特別的工作架,以及助手幫忙搬動施工架才有辦法檢測。但站在結構安全的立場,需要設計者及相關監造人員在合約之初即給予適當的規定,與施工時嚴加現場監督,才能確保與解決韌性接頭銲接檢測的品質。
參考資料
1. 陳生金(民98)。鋼結構行為與設計,科技圖書。
2. 鋼結構銲道超音波檢測法,CNS 12618。
3. Structure Welding Code-Steel(2010)。AWS D1.1。
4. 內政部(民96)。鋼構造建築物鋼結構施工規範。
|
圖1 簡化之圓弧切削接頭[1] |
圖2斜束角度之定義 |
|
圖3 檢測長度示意圖 |
圖4 檢測路徑示意圖 |
|
圖5 CNS 12618銲道超音波檢測法對檢測面之說明 |
圖6 B面檢測相關位置圖 |
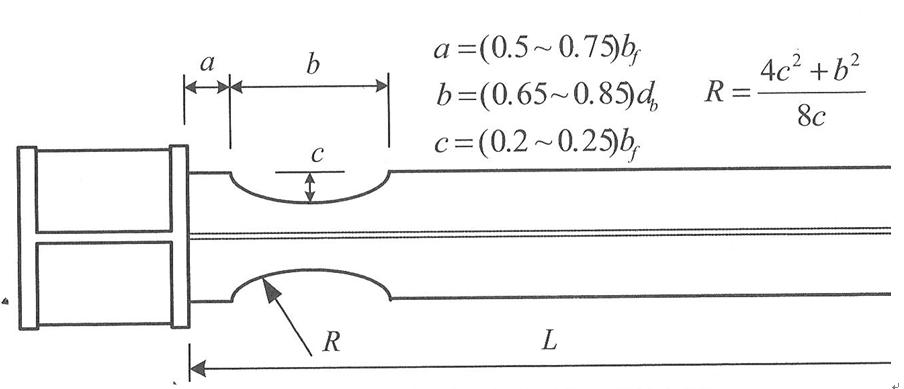
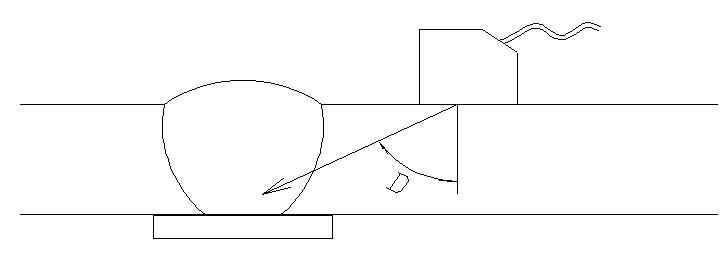
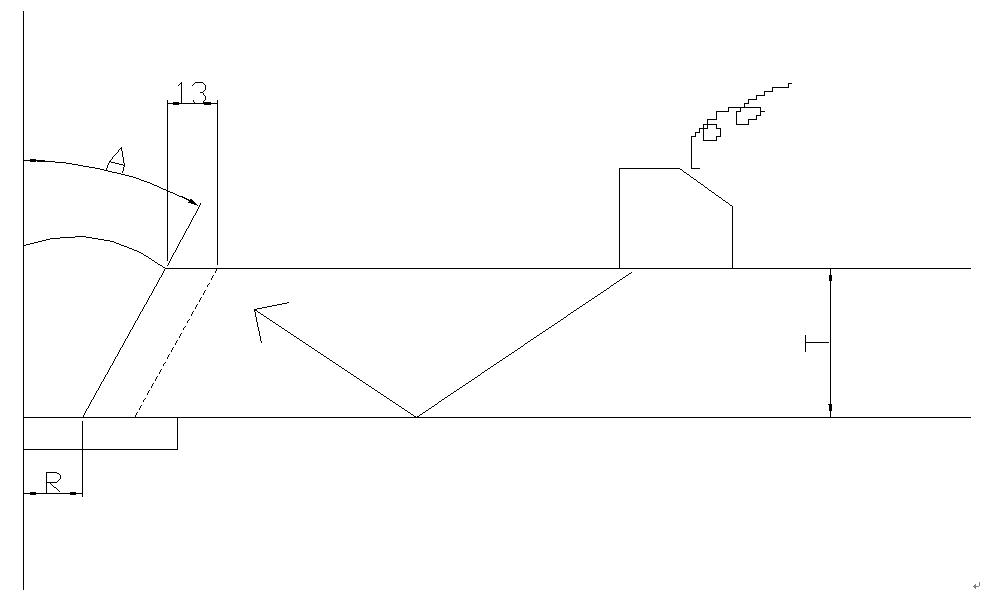
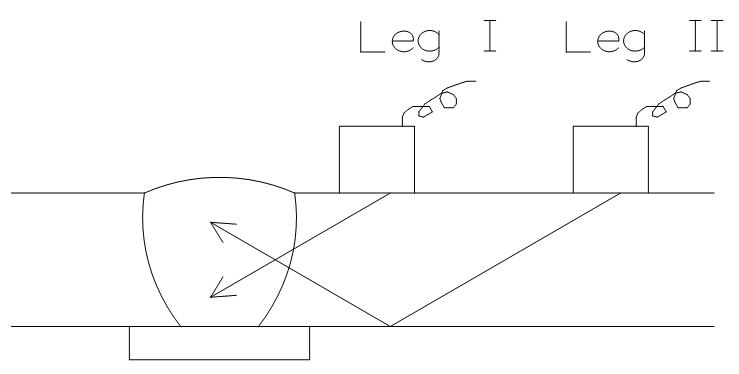
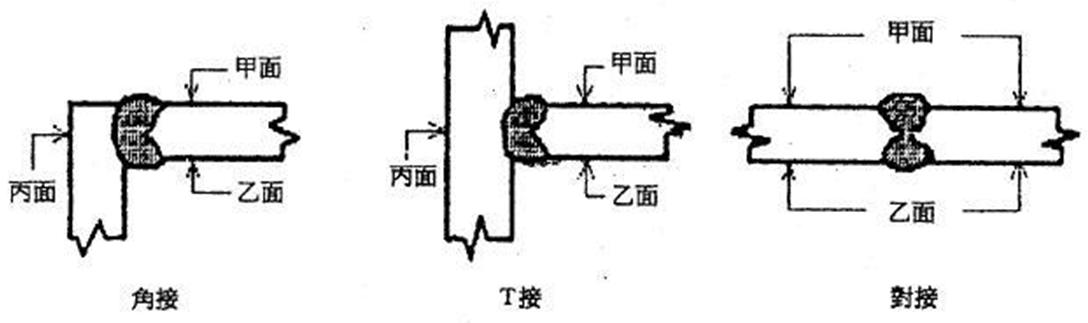
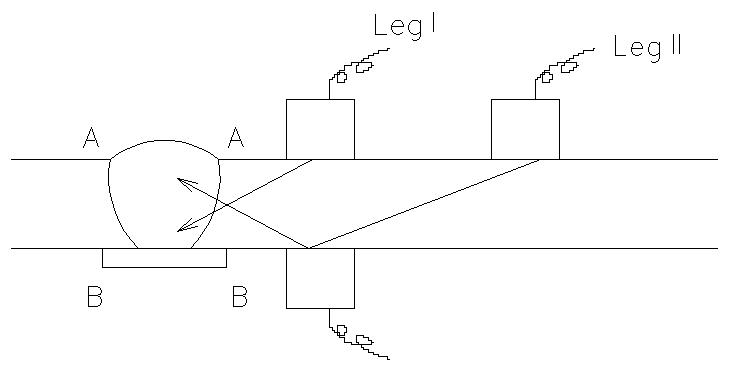
表1 CNS 12618銲道超音波檢測法對使用探頭角度之規定
| 板厚mm | 8~38 | 38~200 |
| 折射角 | 70° | 70°及45°或70°及60° |
【本文稿經由台灣省土木技師公會技師報同意轉載;未經允許請勿任意轉載】

來來來哩來按個贊!
精選文章
新進文章

")
")








的多重價值戰略資源與經濟效益")
風情")






")
