一、前言
國內廠商所生產之鋼結構用高強度螺栓,主要有美國ASTM規格之A325、A490,及日本JIS規格之F10T、JSS規格S10T。國內廠商同時會生產日本及美國規格之螺栓,係因國內所使用的設計規範,主要係參考美國AISC規範;而鋼構廠之製造施工,卻大多依循日本標準。因而房屋鋼結構,大多使用日本規格之扭力控制型高強度螺栓;惟橋梁工程所使用之螺栓則仍以美規為主。
實務上,常見設計者直接採用日本規範的相關數值作為設計依據,如此將兩種不同規範混用,在結構整體安全理念上並非正確。不同規格的螺栓,應依照同一設計規範的設計理念,轉換計算後的強度,方可作為設計的依據。
二、高強度螺栓鎖固方法
螺栓鎖固方式分為:扭力控制法、螺帽旋轉法、直接張力指示器法,其中扭力控制法包括扭力扳手法及斷尾螺栓法。
1.扭力扳手法
扭力扳手法係以扭力控制螺栓預拉力之鎖固法。螺栓鎖固方法係採經當日驗證試驗所得之扭力值進行鎖固作業。螺栓鎖固後亦以扭力扳手檢測其扭力是否符合標準。
2.螺帽旋轉法
螺帽先鎖至接合面緊貼狀態後,再以手動扳手旋轉螺帽。F10T螺栓之旋轉量,除M12螺栓為60度外,其餘直徑之螺栓旋轉量均為120度。當螺栓長度超過5倍螺栓直徑時,旋轉量則應進行驗證試驗決定之。採用螺帽旋轉法施工時,得以目視檢查是否完成鎖固。
日本JIS 規範與美國ASTM之規定略有不同,表1為二者對旋轉螺帽法規定之比較。
表1 日本規範與美國ASTM規範對螺帽旋轉法規定之比較
| 種類 | F10T、S10T | ASTM A325 & A490 | 備註 |
| 螺栓鎖固旋轉角度 | 5D(含)以下120度 (M12 60度) | (1)兩面皆與螺栓軸成直角: | 1、D=螺栓直徑。 |
| 4D以下:1/3圈(120度) | 2、每組螺栓均應標記,標記方式如圖1所示。 | ||
| 4D~8D:1/2圈(180度) | |||
| 8D~12D:2/3圈(240度) | |||
| (2)單面與螺栓軸成垂直,另一面與螺栓軸垂直面呈1:20以下之斜度並不使用斜墊片: | |||
| 4D以下:1/2圈(180度) | |||
| 4D~8D:2/3圈(240度) | |||
| 8D~12D:5/6圈(300度) | |||
| (3)兩面皆與螺栓軸垂直面呈1:20以下之斜度並不使用斜墊片: | |||
| 4D以下:2/3圈(240度) | |||
| 4D~8D:5/6圈(300度) | |||
| 8D~12D:1圈(360度) | |||
| 角度 | ±30度 | -30度~+60度 | |
| 許可差 | (M12 +30度) |
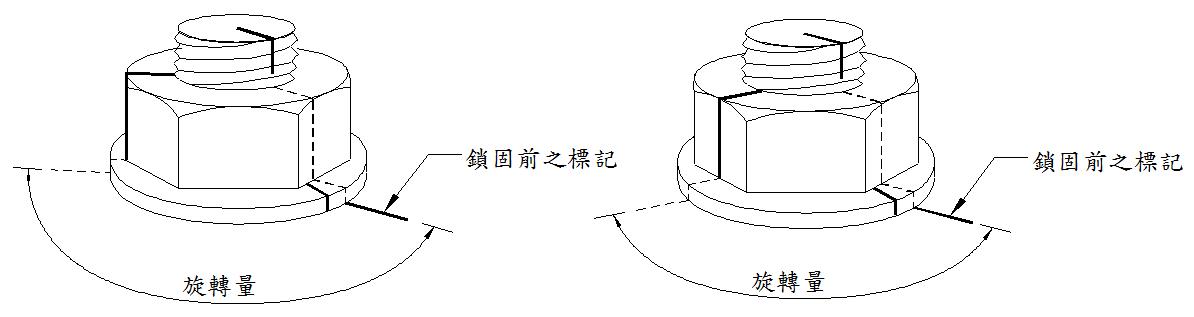
圖1 標記及旋轉量之計算
3.斷尾螺栓法
斷尾螺栓法為以螺栓尾端扭力強度控制螺栓預拉力之鎖固法。採用斷尾螺栓法施工時,得以目視檢查是否完成鎖固。
常用之斷尾螺栓為JSS S10T,而對應ASTM A325及A490的斷尾螺栓分別為F1852及F2280,目前則較少使用。鎖固時螺栓組應先鎖至緊貼狀態,再使用斷尾扭力控制電動扳手施加預扭力,當螺栓達到預拉力值時,端部會被電動扳手扭斷;當螺栓組無法鎖固至斷尾時,該螺栓組應更換,不得將端部斷尾部分自行切斷。
4.直接張力指示器法
直接張力指示器法施工前,應先以適當之方法,測試直接張力指示器之間隙(標準型),或樹脂擠出狀況(樹脂指示劑型),作為施工及驗證之依據。
標準型直接張力指示器,是依照美國材料試驗協會ASTM F959/F959M直接張力指示器規範製造,為一具有數個如半月形隆起凸塊的墊圈,其材料強度、形狀、壓縮負荷、製造時之衝壓、退火處理以及塗裝等,均需符合相關規定。
採用直接張力指示器在螺栓組鎖固過程中,螺栓的拉力逐漸增加,墊圈的隆起凸塊受到擠壓而逐漸壓扁,當間隙規無法置入螺栓頭或螺帽與墊圈間之縫隙時,即表示墊圈隆起凸塊達到所需之變形量,亦即螺栓組達到預拉力設計值。
採用直接張力指示器法安裝之螺栓組,施工前應先進行驗證試驗,決定目視檢查之標準。螺栓鎖固前,必須先確認間隙規可伸入直接張力指示器之凸起物間一定之距離。如間隙規無法伸入直接張力指示器之凸起物間,或伸入凸起物間超過一定之距離時,則須更換該張力指示器。
三、 高強度螺栓之安裝
1.高強度螺栓之接頭,除下列情況外可不需使用墊圈。
(1)接合板與螺栓頭或螺帽間之接觸面,與螺栓軸線垂直面之傾斜度大於1:20時,應採斜墊圈,以確保該接頭之所有接合面,均可平整密接。
(2) 採用扭力控制法鎖固,旋轉端須使用墊圈。
(3)螺栓接合採用直接張力指示器鎖固時:
A.當直接張力指示器位於螺栓頭側,並轉動螺帽鎖緊時,墊圈置於螺帽處。
B.當直接張力指示器位於螺帽側,並轉動螺帽鎖緊時,墊圈置於螺帽與直接張力指示器之間。
C.當直接張力指示器位於螺栓頭側,並轉動螺栓頭鎖緊時,墊圈置於螺栓頭與直接張力指示器之間。
D.當直接張力指示器位於螺帽側,並轉動螺栓頭鎖緊時,墊圈置於螺栓頭處。
(4)螺栓接合最外層鋼板,使用加大孔或槽孔時,須採墊圈,墊圈之大小應能完全覆蓋螺栓孔,且墊圈須具有足夠之厚度與適當之材質(見表2)。
螺栓接合採用ASTM A490、F10或S10T之螺栓,與降伏強度小於2.8tf/cm2之鋼材接合時,螺栓頭及螺帽處,均須採硬化墊圈。
表2 螺栓接合採用加大孔或槽孔時墊圈之要求
| 螺栓材質 | 螺栓標稱直徑 | 最外層鋼板螺栓孔型式 | ||
| Mm | 加大孔 | 短槽孔 | 長槽孔 | |
| ASTM A325 | 13~38 | 須採硬化墊圈 | 厚度為8mm之墊板(a,b) | |
| ASTM A490 | ≦25 | |||
| JIS F10T | ||||
| JSS S10T | >25 | 須採厚度為 8mm之硬化墊圈(a,c) | 硬化墊圈外加厚度為10mm之墊板 (a,b) | |
| 備註: | ||||
| a.不可採多片墊圈並合計其厚度 | ||||
| b.螺栓墊板必須採結構用等級之鋼材但不需硬化處理。 | ||||
| c.亦可採用硬化墊圈,外加厚度為10mm之墊板取代,墊板 不需硬化處理。 | ||||
2.兩次鎖固
高強度螺栓鎖固,除設計圖說另有指定者外,應分兩次鎖緊至所需預拉力。
(1) 第一次將接合板鎖至第一次鎖緊扭力之需求(緊貼狀態),詳表3。
(2) 第二次鎖緊至規定之預拉力範圍。
表3 F10T或S10T第一次鎖緊扭力
| 螺栓標稱直徑 (mm) | 鎖緊扭力 (kgf-m) |
| 12 | 5 |
| 16 | 10 |
| 20 | 15 |
| 22 | 15 |
| 24 | 20 |
| 27 | 30 |
| 30 | 40 |
3.高強度螺栓鎖固
高強度螺栓在安裝時,除非規範有特殊規定,否則均須以旋轉螺帽法、直接拉力指示器或以扭力扳手,按規定之程序施予預拉力。近年來扭矩控制螺栓,已廣泛應用於土木及建築工程結構物。以下則分別就AISC鋼結構設計規範與日本鋼構造設計規範,對高強度螺栓安裝時,預拉力施加的條件與預拉力的計算,及高強度螺栓之鎖固作業流程作說明:
(1)螺栓之安裝
AISC規範規定A325及A490螺栓的使用,除非於設計規範中另有規定,否則均須符合美國結構接合協會(RCSC)之規定。關於高強度螺栓的安裝部分,工作應力法設計規範規定,接頭分類屬於摩阻型及接頭承受直接拉力的螺栓,必須鎖至預拉力。對設計上無明確指定預拉力的承壓型螺栓,安裝時則仍需鎖至「鋼板緊貼狀態(snug-tight)」或達到第一次鎖緊扭力之須求。而極限設計規範(LRFD),則要求高強度螺栓的安裝,除了接合處的螺栓,不承受拉力而允許接合板的相對滑動,且設計時不考慮鬆動與振動、或反復載重造成疲勞效應時,依規定只需將螺栓鎖至「緊貼狀態」之外,否則須使安裝後的螺栓達到規定之預拉力。規範如此規定的目的,在使一定大小的剪力,可以藉由摩擦力的方式傳遞。而所謂緊貼狀態係,使用衝擊扳手鎖至數次衝擊,或使用一般扳鉗用人力鎖緊,使得接合面接觸的緊密狀態。一般而言,緊貼狀態下的螺栓內已有部分預拉力。原則上,在不致使螺栓破壞或造成螺栓永久變形的前提下,螺栓的預拉力愈高愈好。工作應力設計法規範、與極限設計法規範,所規定的預拉力,即是使螺栓有效應力達到抗拉強度70%。
(2)JIS F10T、JSS S10T螺栓之安裝
日本在鋼構造設計標準(ASD)中,係以高強度螺栓安裝時預拉力所產生的摩擦強度,作為抵抗長期或短期載重造成的剪力,而其鋼構造限界狀態設計標準(LSD),則要求接合處高強度螺栓,提供的脫離強度與摩擦強度,必須足以抵抗使用界限下於其應力方向的載重。而所謂脫離強度即是以螺栓預拉力乘以折減值,目的在確保接合處,在受到使用界限載重時,仍為密接狀態。日本鋼構造規範的設計鎖緊軸力計算方式如下:
設計預拉力 = 0.75 Ae for F10T & S10T
Ae for F10T & S10T
其中,:螺栓試片之最小降伏應力值
Ae:螺栓之有效應力面積
若AISC與以極限強度標示之規定預拉力0.7 Ae相較,則F10T與S10T可轉換為0.675Ae,較目前AISC之規定稍低,採用F10T與S10T進行設計時,應參考規範選用適當之數值。
Ae相較,則F10T與S10T可轉換為0.675Ae,較目前AISC之規定稍低,採用F10T與S10T進行設計時,應參考規範選用適當之數值。
四、安裝前之驗證試驗
除契約圖說指定無需預拉力之螺栓接合外,螺栓安裝前應進行施工程序與檢驗之驗證試驗,以確認螺栓可達其最小預拉力,試驗經監造工程師核可後方可安裝使用。驗證試驗之執行方式應包含於安裝計畫書內,並提送監造工程師核可。
驗證試驗應於工地現場進行,並使用軸力計確認預拉力大小,軸力計須每年校準。試驗前應確認整個螺栓組之潤滑狀態、鎖緊設備、鎖固方法及程序等,均與實際施工時相同。試驗執行方式依鎖固方法區分如下:
1.扭力扳手法
(1)試驗應於當日螺栓鎖固工作安裝前執行。
(2)試驗取樣以每一直徑、強度及批號之螺栓組進行分類,每一類試體至少取3個螺栓組進行試驗。
(3)試驗結果應確認此鎖緊方法,可發展出驗證試驗所需之預拉力,且建立施工時之扭力標準並據以施工。
若任一螺栓組試驗所得預拉力,未達驗證試驗所需之預拉力,必須在現場安裝前,找出原因及解決方法後,重新進行試驗,惟不可於重新試驗前,任意清潔或潤滑螺栓組。
2.斷尾螺栓法
(1)試驗應於每節(區)次螺栓安裝前執行。
(2)試驗取樣以每一直徑及強度之螺栓組進行分類,每一類試體至少取3個螺栓組試驗。
(3)試驗結果應確認此鎖緊方法,可發展出驗證試驗所需之預拉力,若試驗結果螺栓斷尾時之預拉力無法滿足要求,則該分類表面狀況相似之螺栓組均不得使用。
3.螺帽旋轉法
(1)試驗應於每節(區)次螺栓安裝前執行。
(2)試驗取樣以每一長度、直徑及強度之螺栓組進行分類,每一類試體至少取3個螺栓組進行試驗。
(3)試驗結果應確認此鎖緊方法可發展出驗證試驗所需之預拉力。
(4)試驗應包含建立施工時之扭力標準,包含鎖至緊貼狀態及鎖至需要之旋轉角度時對應之扭力值,並據以施工。
(5)若任一螺栓組試驗所得預拉力,未達驗證試驗所需之預拉力,必須在現場安裝前,找出原因及解決方法後,重新進行試驗。
4.直接張力指示器法
(1)試驗應於第一次螺栓安裝前執行。
(2)試驗取樣以每一直徑、強度及直接張力指示器批號之螺栓組進行分類,每一類試體至少取3個螺栓組進行試驗。
(3)試驗結果應確認此鎖緊方法可發展出驗證試驗所需之預拉力,且建立施工時之扭力標準並據以施工。
(4)試驗結果應包含確認直接張力指示器安裝完成後之檢驗標準。
若任一螺栓組試驗所得預拉力,未達驗證試驗所需之預拉力,必須在現場安裝前,找出原因及解決方法後,重新進行試驗。ASTM A325、A490、F1852及F2280螺栓,安裝前驗證試驗預拉力標準,乃依據美國結構接合協會(RCSC)公佈「Specification Structural Joints Using High-Strength Bolts」(2014)之規定;F10T與S10T螺栓,則以最小預拉力之1.05倍,作為驗證試驗預拉力之標準。
五、螺栓鎖固後之檢驗
鎖固後應先檢驗螺栓餘長,螺栓尾端螺紋應凸出螺帽至少1個完整的螺牙,且不可超過6個螺牙。
1.扭力扳手法
(1)完成鎖固後,應由第一次鎖緊後標記之參考線進行目視檢驗,檢查墊圈是否旋轉、螺帽旋轉量是否異常。
(2)目視檢驗如發現螺栓組旋轉量明顯不足時,可採扭力扳手再次鎖固,鎖固完成後並應確認其扭力值是否合乎標準。
(3)除目視檢驗外,另應以扭力扳手確認螺栓組鎖固後之扭力值是否合乎要求,若無法符合則應更換該螺栓組。鎖固後之扭力值應不小於當日驗證試驗結果所對應於規定最小預拉力之扭力值。
(4)針對每一螺栓組群,若有任一螺栓組須更換,於該螺栓組更換並鎖固完成後,該群所有的螺栓組,均應再次檢查並確認其扭力值。
2.斷尾螺栓法
(1)完成鎖固後,應進行目視檢驗,確認螺栓尾端是否已被扭斷,且螺栓必須保持筆直,而螺帽或墊片則須緊貼接合面。
(2)目視檢驗如發現未斷尾之螺栓,應再確認其仍保持筆直、無彎曲變形後,再次鎖緊,如仍無法鎖緊則應更換該螺栓組。
(3)除目視檢驗外,另應以扭力扳手,確認螺栓組鎖固後之扭力值是否合乎要求,若無法符合則應更換該螺栓組。鎖固後之扭力值,應不小於當節(區)次驗證試驗結果,所對應於規定最小預拉力之扭力值。
(4)針對每一螺栓組群,若有任一螺栓組須更換,於該螺栓組更換並鎖固完成後,該群所有的螺栓組,均應再次檢查,並確認其扭力值。
(5)鎖固後螺栓尾端凸出螺帽,應至少1個完整的螺牙,且不可超過6個螺牙。
3.螺帽旋轉法
(1)完成鎖固後,應由第一次鎖緊後標記之參考線,進行目視檢驗,檢查墊圈是否旋轉、螺帽旋轉量是否異常。
(2)螺栓鎖固後,應檢查螺帽之旋轉量是否符合要求,若旋轉量過大應更換該螺栓組;若旋轉量不足時,則應鎖至要求之旋轉量,若無法鎖至要求之旋轉量時,應更換該螺栓組。
(3)鎖固後螺栓尾端螺紋,應凸出螺帽至少1個完整的螺牙,且不可超過6個螺牙。
4.直接張力指示器法
(1)間隙規於凸起物間可進入之最大距離,應依安裝前之驗證試驗決定之,並依此進行檢驗。
(2)螺栓鎖固後,必須確認間隙規無法伸入凸起物間,或進入之距離,不大於驗證試驗之距離,否則應再次鎖緊,再次鎖緊後,如仍無法滿足上述規定,則應更換該螺栓組。
(3)鎖固後螺栓尾端凸出螺帽,應至少1個完整的螺牙,且不可超過6個螺牙。
5.各鎖固方法之檢驗方式彙整說明如下
(1)採扭力扳手法時除應進行目視檢驗外,須另進行扭力確認檢驗,扭力確認檢驗之檢驗頻率至少為螺栓組數量之10%,且每五個梁柱接頭至少抽檢一處,每處則至少抽驗三個螺栓組。上述扭力確認檢驗,應於螺栓鎖固後三日內及接頭電銲前完成,若遇不可抗力之因素,而無法於螺栓鎖固後三日內完成檢驗,則其檢驗方法及頻率,應另經監造工程師核可。
(2)採斷尾螺栓法時除應進行目視檢驗外,須另進行扭力確認檢驗,扭力確認檢驗之檢驗頻率,至少為螺栓組數量之2%,且每十個梁柱接頭至少抽檢一處,每處則至少抽驗二個螺栓組。上述扭力確認檢驗,應於螺栓鎖固後三日內及接頭電銲前完成,若遇不可抗力之因素,而無法於螺栓鎖固後三日內完成檢驗,則其檢驗方法及頻率,應另經監造工程師核可。
(3)採螺帽旋轉法時,應進行目視檢驗,確認螺帽之旋轉量符合要求,其檢驗頻率至少為螺栓組數量之10%,且每五個梁柱接頭至少抽檢一處,每處則至少抽驗三個螺栓組。上述檢驗應於接頭電銲前完成。
(4)採直接張力指示器法時,直接張力指示器需符合ASTM F959之規定,並應進行目視檢驗,確認墊圈隆起凸塊,達到所需之變形量,其檢驗頻率至少為螺栓組數量之2%,且每十個梁柱接頭至少抽檢一處,每處則至少抽驗二個螺栓組。上述檢驗應於接頭電銲前完成。
參考資料
1.營建署(2007),鋼結構施工規範及解說。
【本文稿經由台灣省土木技師公會技師報同意轉載;未經允許請勿任意轉載】

來來來哩來按個贊!
精選文章
新進文章


")












")
")


