鋼鐵材料的銲性是指材料是否易於銲接。而是否容易銲接,簡單的說就是容易銲接成功而不至於發生龜裂等問題。但是銲接裂紋發生的原因相當多,主要的因素有:
1. 金屬合金元素組成:以碳當量或冷裂敏感指數來表示。
2. 銲道的成分和冷卻的速度:其中包含銲條的成分、銲接入熱量、周遭溫度、金相、鋼板厚度、熱影響區的大小和硬度、銲道氫含量等因素。
3. 銲道所受的拘束力。
為了方便,目前AWS [2]或國內鋼結構施工規範[1],均簡單以預熱的規定,來作為防止龜裂的主要手段。例如表1的預熱規定方式,首先依照鋼材的成分,分成幾種組別,然後依照其銲接方式及是否使用低氫銲條、依照鋼板厚度規定其最小預熱及道間溫度。AWS D1.1則對於潛弧銲接,另外規定:在工程師同意下,可以硬度試驗來決定預熱溫度的方式。
從表中也可看出目前規範僅單純以預熱溫度,來解決銲接龜裂的問題,但仍有許多變數,在目前的規範尚未能列入考慮的範圍。且預熱作為防止龜裂的方式,對於採淬火回火(Q & T)熱處理製程的高強度鋼鈑,並不見得適合。
另外,對於避免銲道龜裂的預熱方式,AWS D1.1[2]在附錄B中,提供了較為精確的替代方法。方法分兩種:一為熱影響區(HAZ)的硬度控制;二為氫含量控制的方法。熱影響區的硬度控制法,僅針對填角銲;氫含量控制的方法,則可以決定開槽銲接的預熱溫度。
其方法簡介如下:首先針對鋼材的碳含量及碳當量分成I、II、III區,如圖1。縱坐標為碳含量的重量百分比;橫坐標為碳當量。所謂碳當量,指鐵金屬中添加了各種不同的成分,以適應不同的需求,但為了方便比較評估鋼材之品質,對於多種不同之元素,需有一參考標準以供評核。對於鋼鐵材料而言,由於碳是影響鐵金屬性質最傳統且最重要的元素,於是將對其他元素之影響,以相當於含碳量之權值來表示,稱之為碳當量Ceq[3]。各規範對於不同的需求,都訂有不同的碳當量公式,例如,CNS中對結構鋼材料(如SM、SN等鋼材)之碳當量計算公式,如式1;而AWS D1.1[2]對銲接性之碳當量評估公式,如式2。
Ceq=C+Mn/6+Si/24+Ni/40+Cr/5+Mo/4+V/14(式1)
Ceq=C+(Mn+Si)/6+(Cr+Mo+V)/5+(Ni+Cu)/15(式2)
由式1和式2比較,AWS公式計算出來的碳當量,似乎會比材料之碳當量略高一點點。
如圖1所示,Zone I區碳含量大約在0.1以下,理論上這情況發生龜裂的機會不大,基本以溶解氫含量法來決定預熱的溫度(表2及表3)。Zone II 碳含量為0.1以上,而碳當量約在0.55以下,這也是一般結構用鋼料的區域。在這區域可以用硬度法來決定單道填角銲時不須預熱時的入熱量(最小腳長)。如果入熱量無法確知,則可改以氫含量法。而以氫含量法,可以決定開槽銲接之預熱。 Zone III一般屬於高強度的高合金鋼,以氫含量來決定預熱。但須特別注意入熱量,對熱影響區性質所造成的影響(如淬火回火鋼)。
瞭解了鋼材所屬區域及方式後,針對填角銲採用硬度法時,如圖2所示。以碳當量為縱坐標、降溫速率(℃/s,以溫度540℃時為標準)的對數為橫坐標,採用低氫銲條時其熱影響區的硬度最高為維氏硬度HV 400,非低氫銲條時為HV 350。由碳當量及硬度可得最大降溫速率。
圖3,由不同腹鈑厚度查圖表,可得其最少的入熱量。但請注意AWS針對不同翼鈑厚度,由同鈑厚、6、12、25、50及100mm共六種。圖3僅引用25mm一種,讀者若想全部了解,請查閱AWS D1.1的附錄B[2]。另外,這圖是依據潛弧銲(SAW)所推算得到的,若採用其他銲接方法時,其能量需乘上一修正係數(被覆金屬電弧銲(SMAW)需乘以1.5;氣體被覆金屬電弧銲(GMAW)和包藥銲接(FCAW)為1.25倍)。最後根據所需入熱量及銲接方法,由圖4及圖5決定填角銲之最小腳長。
採用氫含量法時,首先依照表2的敏感度指數Pcm及氫含量,分成A~G共7組。然後根據表3,依據接頭拘束力的大小來決定預熱的溫度。所謂「Pcm」是日本人伊藤以斜Y字形的坡口銲接試驗,針對不同成分的鋼材施作大量的實驗,研究其龜裂的關係後,歸納出所謂冷裂敏感指數的公式如式3。這公式,被許多規範或其他相關應用中被採納,可以作為評估銲接時替代碳當量的另一方法[3]。
Pcm=C+Si/30+(Mn+Cu+Cr)/20+Ni/60+Mo/15+V/10+5B(式3)
氫含量由H1到H3分為3個等級。H1等級,指銲道完成後根據ISO 3690-1976的方法施作溶解氫含量試驗,其在100g銲道內溶解氫含量小於5ml(5 ml/100g)或是根據AWS A5.1的規定,在銲條拆封後預定的使用時間,其銲藥的水分小於0.2%者。但若低氫銲條在拆封後,以370℃~430℃的溫度,烘烤一個小時以上,且兩個小時在使用完畢或是實心銲條(GMAW,無銲藥)且表面須潔淨者,亦可視為符合H1等級。
H2等級,溶解氫含量小於10ml/100g或是根據AWS A5.1的規定,在銲條拆封後預定的使用時間,其銲藥的水分小於0.4%者。低氫銲條必須使用氣密式包裝,或使用前一般強度銲條(符合AWS A5.1)以260℃~430℃的溫度烘烤兩個小時,高強度者(符合AWS A5.5)則為370℃~430℃的溫度烘烤一個小時以上。銲條離開氣密包裝後,必須在4個小時內使用完畢,未使用時須以溫度為120℃的儲存桶存放。潛弧銲SAW與乾燥的銲砂,可視為H2等級。其他未符合H1與H2等級者,皆視為H3等級。
由A~G等7組分類,依據拘束力的大小,即可從表3查表,得到所需預熱及道間溫度。所謂拘束力大小必須由經驗、工程師的判斷或計算得到。首先是低拘束力(Low Restraint),兩片鈑間有相當的移動的自由度,例如柱子的大梁連接鈑。一般來說,低拘束之拘束力在1,000 N/mm/mm以下。中拘束力(Medium Restraint) 指兩者間的移動受到一些限制,大部分的填角銲或開槽銲,桿件在已經固定後的銲接均屬之。其拘束力基本約在150×鈑厚mm。高拘束力(High Restraint)指完全沒有自由度的特別情形。例如銲道局部鏟修後的銲接,其拘束力基本約在400×鈑厚mm。
舉例來說,採用SN 490B的鋼材,根據CNS 13812的規定,50mm以下鋼板其碳含量在0.18%以下,碳當量40mm以下鋼板為0.44以下,由圖1可知為Zone II的鋼板。
以硬度法確認填角銲之最小腳長時,由圖2,採用低氫銲條硬度可為400 HV,碳當量0.44,因此冷卻速率約為48。在這裡有一個問題,是CNS的碳當量公式與AWS採用的參數略有不同,但實際鋼廠生產的鋼板碳當量,會較低於CNS的規範值,因此方便起見將兩者當作相同。接著由圖3,假設H型鋼翼板厚度25mm、腹板厚度12mm,冷卻速率48時,對應入熱量約為25 KJ/in或1.0 KJ/mm。如果採用手銲(SMAW)時,入熱量須乘以1.5倍,也就是1.5 KJ/mm。根據圖4最小腳長約為7mm。若是採用潛弧銲(SAW)時,假設銲條採用正極(DCEP),則最小腳長也是7mm,銲條採用負極(DCEN),則最小腳長約為8mm。
以氫含量法確認遇熱溫度時,根據CNS 13812的規定,SN490B、C的冷裂敏感指數Pcm≦0.29,又根據鋼結構施工規範採用低氫銲條且4個小時內使用完畢,因此認定屬於H2等級。由表2實際的Pcm應小於規定,所以採0.28對應H2的氫含量,所以指數應為D。又由表3,假設在工廠低拘束的情形下,25mm鋼板的槽銲預熱溫度應為80℃。這溫度顯然比表1規範的溫度還高。因此除非指數達到B的程度,例如,Pcm降到0.23以下且氫含量為H1等級,才有辦法達到完全不須預熱的程度。也就是Zone I的鋼材,才比較有可能。但是基本上只要預熱的溫度低於表1的規定的話,AWS都要求要以試驗來證明其可行性。
參考文獻
1.內政部,「鋼構造建築物鋼結構施工規範」,民國96年7月。
2.AWS D1.1「Structure Welding Code-Steel」,2020。
3.劉澤山,「鋼結構施工」,民國107年10月。
表1 預熱及道間溫度(鋼結構施工規範表4.2-2)
|
類別 |
CNS 鋼材規格 |
銲接方法 |
銲接處的最大板厚(mm) |
最低預熱及道間溫度℃) |
|
甲 |
2947 SM400(A,B,C) 4269 SMA400(AW,BW,CW) 4269 SMA400(AP,BP,CP) 13812 SN400(A,B,C) |
不用低氫系銲條的遮護金屬電弧銲接(SMAW) |
3~19(含) 大於9~38(含) 大於8~64(含) 大於64 |
不必預熱 66 110 150 |
|
乙 |
2947 SM400(A,B,C) 4269 SMA400(AW,BW,CW) 4269 SMA400(AP,BP,CP) 13812 SN400(A,B,C) 2947 SM490 (A,B,C,YA,YB) 4269 SMA490 (AW,BW,CW) 4269 SMA490(AP,BP,CP) 13812 SN490(B,C) 2947 SM520 (B,C) |
使用低氫系銲條的遮護金屬電弧銲接(SMAW),潛弧銲接(SAW),氣體遮護金屬電弧銲接(GMAW),包藥銲線電弧銲接(FCAW) |
3~19(含) 大於9~38(含) 大於8~64(含) 大於64 |
不必預熱 10 66 110 |
表2 AWS有關敏感度指數分類表[2]
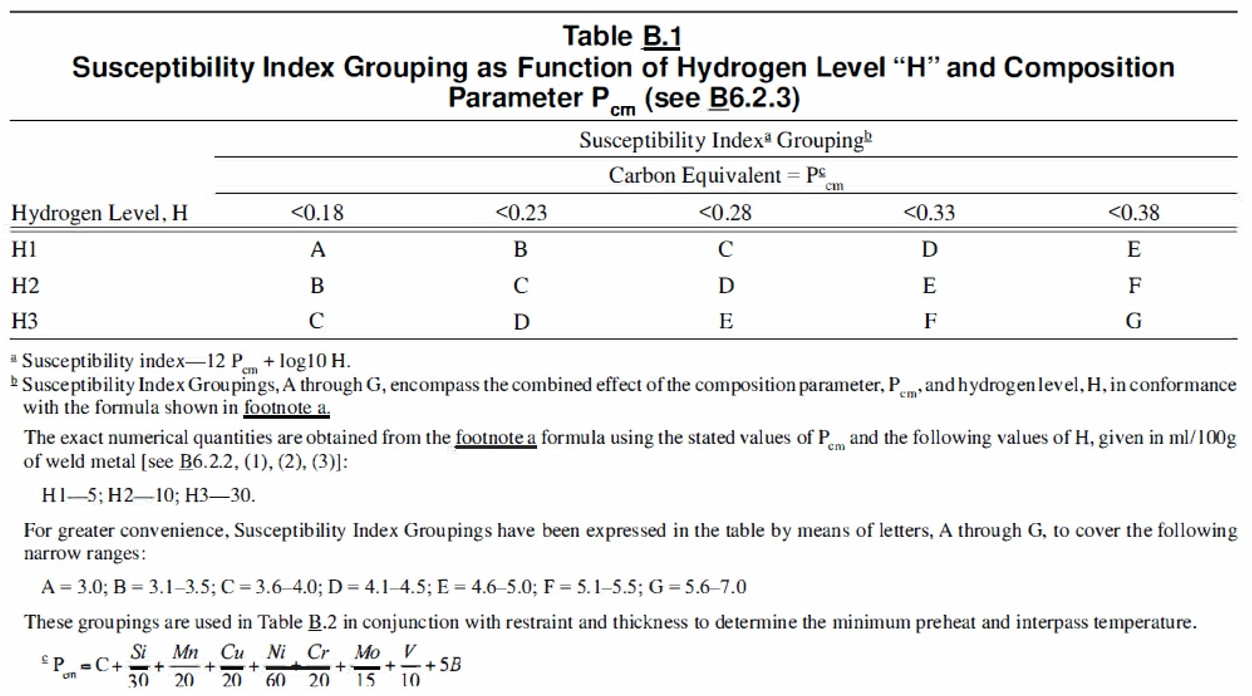
表3 預熱溫度與敏感度指數及拘束力的關係[2]
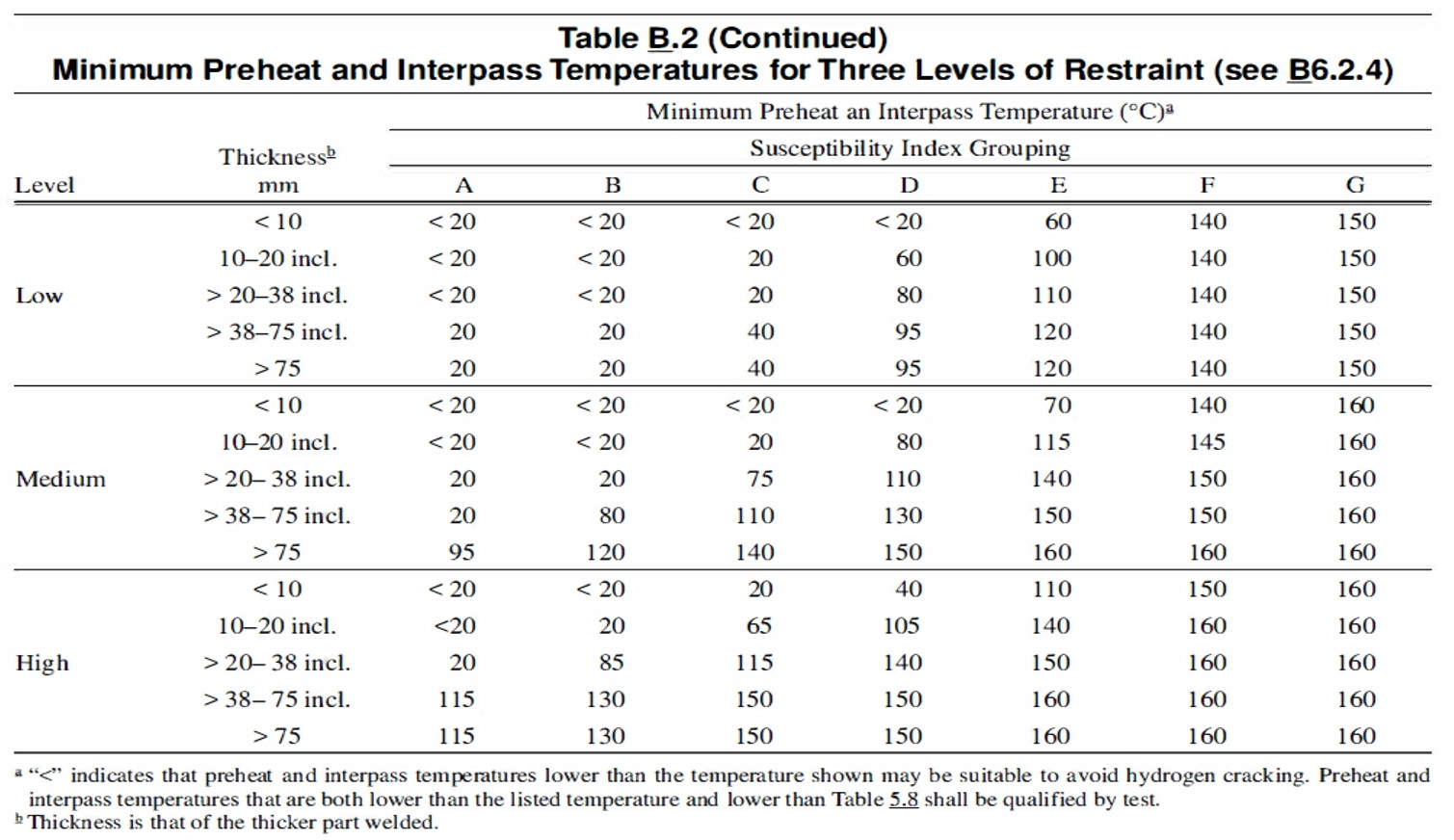
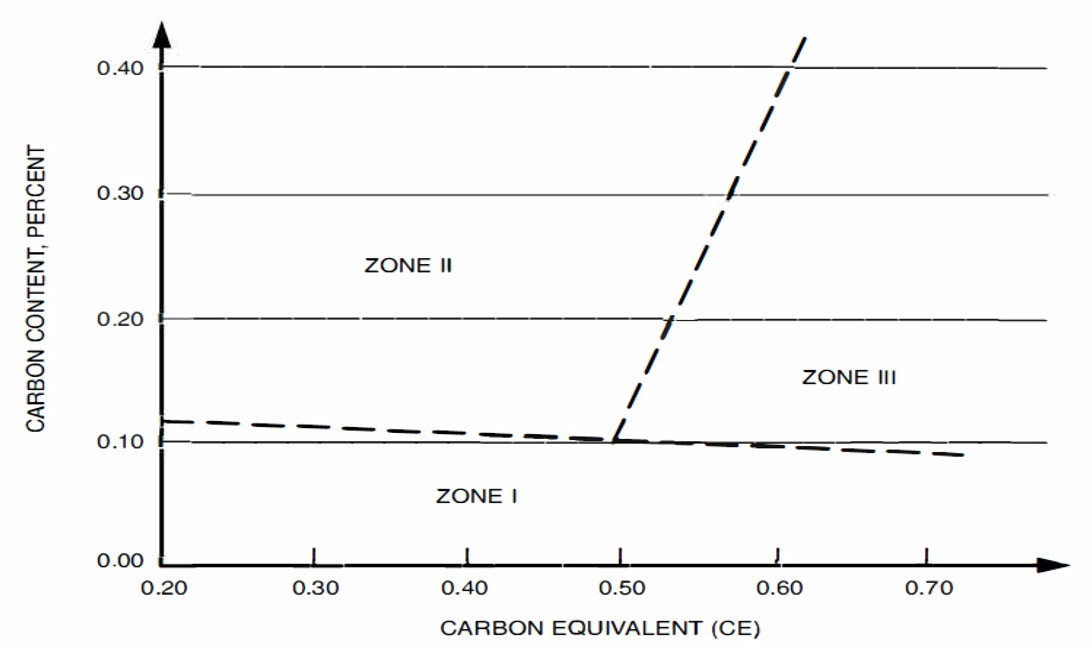
圖1 鋼材分區圖[2]
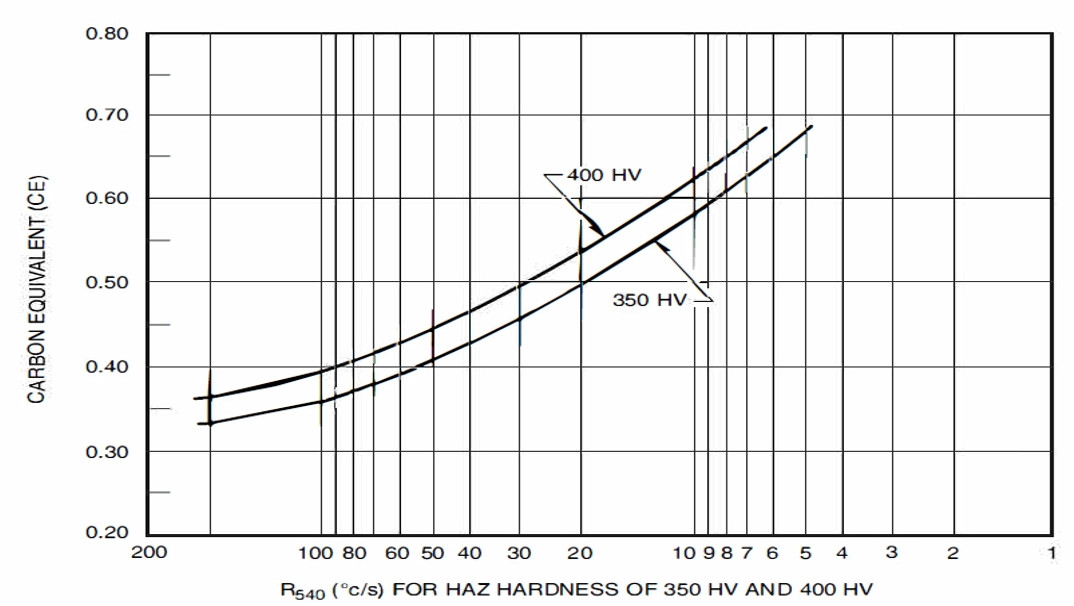
圖2 硬度與冷卻速率關係[2]
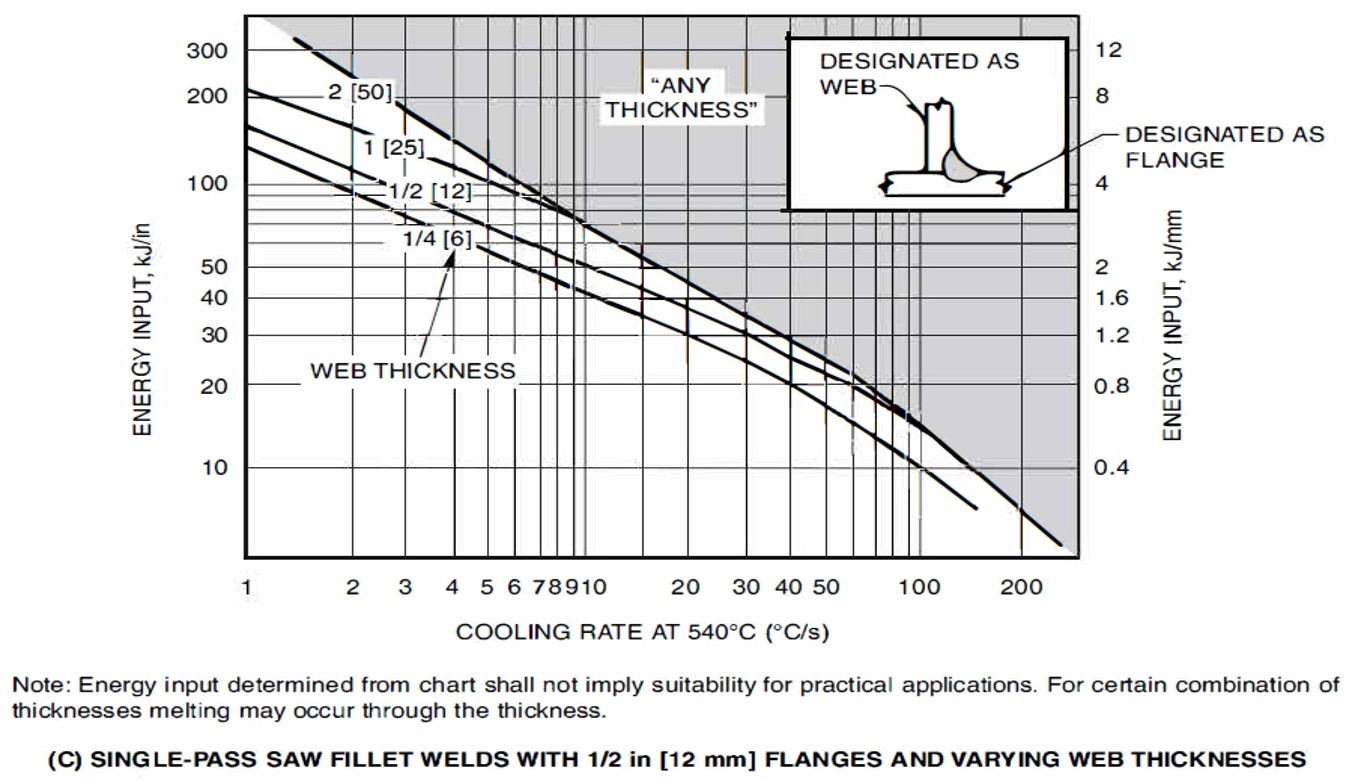
圖3 翼板25mm時SAW單道填腳銲的入熱量與冷卻速率關係[2]
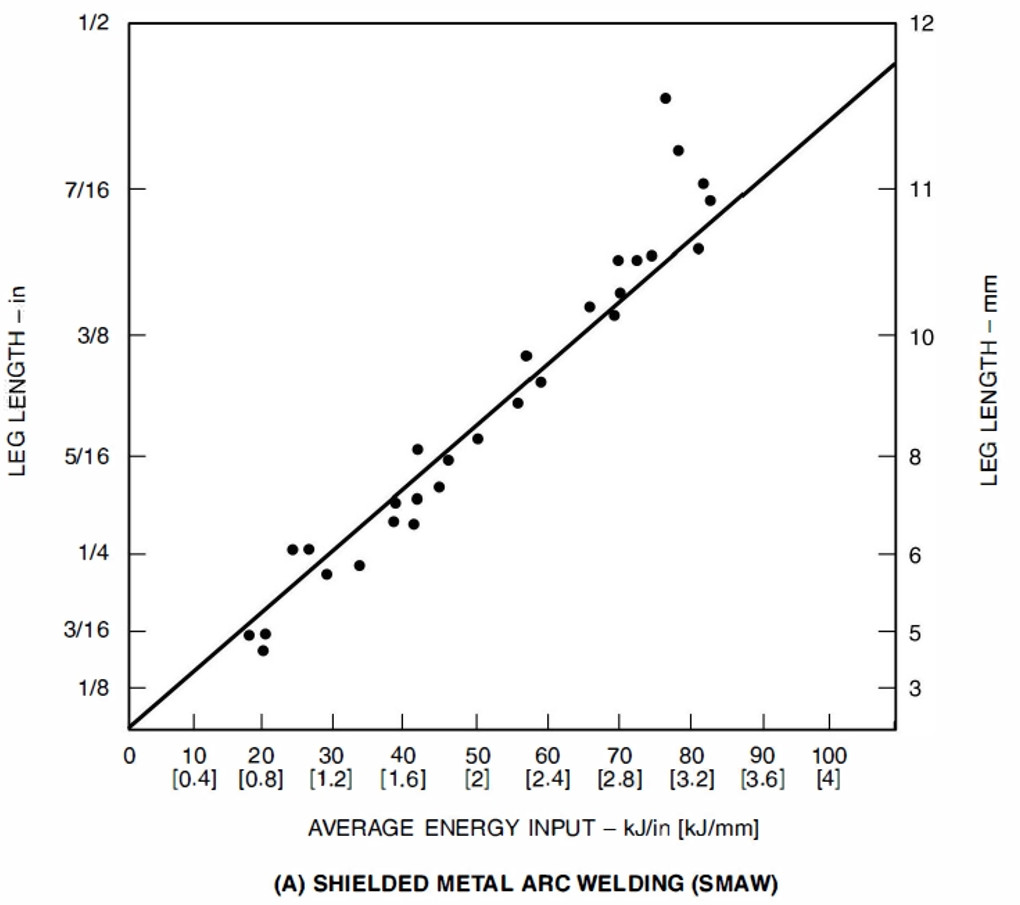
圖4 SMAW之入熱量與腳長關係[2]
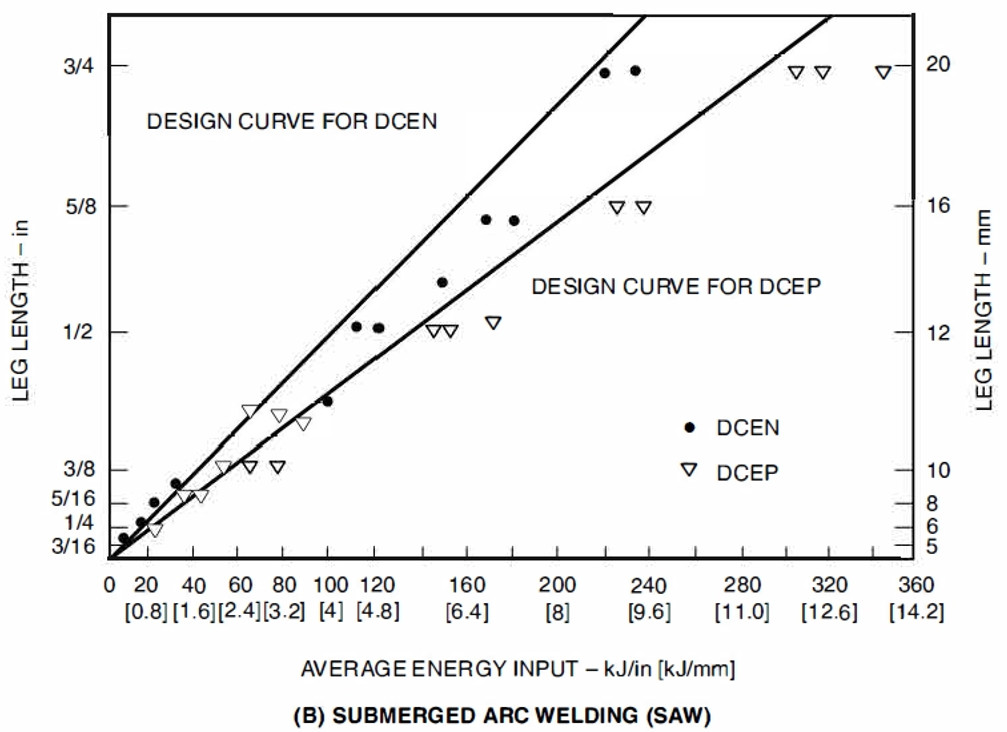
圖5 SAW之入熱量與腳長關係[2]
【本文稿經由台灣省土木技師公會技師報同意轉載;未經允許請勿任意轉載】

來來來哩來按個贊!
精選文章
新進文章


")


")

")







")
")



