熱浸鍍鋅是利用鋅與鐵的電位差形成所謂犧牲電極,鋅先氧化,從而保護鋼鐵材料不生鏽。而且在鋼鐵浸入融溶的鋅的過程中(又稱鋅浴),融溶的鋅與鐵原子逐漸交換成為介金屬,以金相而言,由內而外分為:Gamma(Γ)、Delta(δ)、Zeta(ζ)、Eta(η)等四層(照片1),其中Γ層含有約25%的鐵,但此層很薄,有時幾乎看不到;δ層含有10%的鐵;ζ層則剩約6%;η層則為純鋅層,是熱浸鍍鋅後鋅液滴除後仍附著的鋅。除了η層外,其他三層的硬度都比鐵高(如表1),再加上電位差,因此熱浸鍍鋅的鐵材縱使表面有刮傷,在3.2mm以下時,仍有保護的能力[5]。而當表面鋅層消耗殆盡,到了含鐵成分的其他層時,雖局部會有產生類似紅銹的東西,但仍不會嚴重的銹蝕。
熱浸鍍鋅的厚度與溫度,和鋅浴時的流動性、時間長短,有一定的關係。但由於鐵原子逐漸與鋅互換的結果,到了一定時間厚度便不易再增加。另外厚度也與材料本身的矽(Si)與磷(P)成分有很大的關係。根據桑德林(Sandeline)博士的研究,當矽含量在0.06~0.10wt%或大於0.25wt%時,將導致鋼材在熱浸鍍鋅的過程中反應性遽增,導致鋅層厚度約為正常厚度的三倍,外觀上暗無光澤且有粗糙的斑點並且容易剝離,又稱之為反應性鋼材。這是因為δ層被抑制,ζ層大量的增加所致[4]。至於磷的效應,則可以矽當量計算[Si]eq=[Si]+2.5[P]。另外如果碳含量大於0.25%,或錳含量超過1.3%也都有增厚的現象[1]。為了減輕桑德林效應,在鋅浴中添加微量的金屬元素如鋁(Al)、鎳(Ni)等,或其他增加流動性的少量元素,可以減輕桑德林效應的影響(如圖1)。另外融溶的鋅本身有表面張力,存在有2.38mm(3/32英吋)以下的縫隙時,鋅將無法進入,但前處理的硫酸或鹽酸等酸液,卻很容易進入縫隙中,造成汙染。因此所有的填角銲道,都要注意端部繞銲的動作,以避免縫隙的產生。
談到熱浸鍍鋅,如果以歐美的經驗來說,熱浸鍍鋅號稱可以保護鋼材數十年至上百年之久。但是在台灣有鹽害加上海風的吹拂下,也有橋樑才使用十年就開始生鏽的。根據交通部運輸研究所「 2015年臺灣大氣腐蝕劣化因子調查研究資料年報」,台灣每年的鋅腐蝕速率仍是相當的驚人的。又鍍鋅層的表面,鋅層氧化後產生俗稱鋅白的一些氧化物在表面,在作為外露面使用上並不十分美觀。為了抵抗海風、沙塵磨蝕的效應,因此在鍍鋅層的外面,再加上一層保護的油漆,成為目前的一種趨勢。
但是熱浸鍍鋅的表面是一層軟層,漆膜的附著是一個很重要的關鍵。因此油漆廠商開發了一種可以在鋅層表面附著的漆稱之為合金底漆。在合金底漆外,再塗上適環氧樹脂漆或耐候性的PU面漆噴塗。根據ISO 12944-5,噴塗二道約120μm對於C4等級的環境,就有很好的防護性能[7]。當然如果不使用合金底漆的話,上漆前先將表面的軟鋅適當的處理,也是可行的方法。一般依油漆廠商建議值,將表面粗糙度處理至25~75μm間,然後塗上環氧樹脂底漆,以及其他適合的面漆。處理方式主要以非金屬砂料作掃砂(低壓力之噴砂)的動作,或使用電動工具、砂紙等磨粗。國外常見的還有使用蝕刻底漆於鍍鋅面上,然後再塗上其他底漆的。
熱浸鍍鋅由於鋅經銲接會產生有害氣體,且不易起弧,為了局部能不鍍鋅,一般要用防鍍劑或用環氧樹脂油漆,鍍鋅後環氧樹脂會燒蝕,然後以砂輪機磨除。
鋅為軟金屬,在螺栓接合面的鋅會使摩擦係數變小。若接合面不做處理的話,並不適合直接使用為摩擦型態的螺栓連結[6]。所以若不是設計承載型鏍栓時,螺栓接合面的鋅就須加以掃砂處理或手工以鋼刷研磨方式,以使摩擦係數提高。在RCSC的規範中[8],禁止以動力機械研磨的方式作為螺栓的接合面。另外由於螺牙會附著鋅液導致無法穿鎖或螺母無法鎖固的問題,螺栓的附著量,最多只能到CNS 10007的 HDZ B等級而已,並無法太高。因此螺栓接合處,常是鍍鋅防蝕上的弱點。在設計時,應加以適當的考慮[2]。另外縱使克服了摩擦係數的問題,熱浸鍍鋅螺栓連同構件之貼合面,累計有8個面有鋅層,厚度可達0.5mm,考慮軟鋅層的蠕動(creep)現象,導致鎖緊軸力的降低。因此使用非扭斷型螺栓鎖固後幾個小時,要再追加鎖緊約20度左右較佳[9]。
參考資料
1.「Standard Practice for Providing High-Quality Zinc Coatings (Hot-Dip」,ASTM A385, 2003.
2.劉澤山 (2018)。「鋼結構施工」。
3.劉澤山(2017)。「簡介鋼結構防蝕塗裝規範ISO 12944」,技師報,1084期。
4.「王光國(2018)。「矽含量與其他合金元素對批式熱浸鍍鋅層結構的影響」。熱浸鍍鋅會刊。
5.「Galvanizing-2015」International Zinc Association,2015.
6. 劉澤山(2015)。「扭矩控制型之A325螺栓不能熱浸鍍鋅」,技師報。973期
7.「Paints and varnishes—Corrosion protection of steel structures by protective paint systems」ISO 12944,2007.
8.「Specification for Structural Joints Using High-Strength Bolts」RCSC 2014.
9.「BOLTED CONNECTIONS WITH HOT DIP GALVANIZED STEEL MEMBERS WITH PUNCHED HOLES」G. Valtinat, H. Huhn, Connections In Steel Structures V-Amsterdam June 2004.
表1 熱浸鍍鋅各層的名稱與成分
|
名稱 |
化學式 |
鐵含量(%) |
硬度(DPN) |
金相 |
特性 |
|
Eta(η) |
Zn |
0.03 |
70~72 |
六方 |
柔軟、延展 |
|
Zeta(ζ) |
FeZn13 |
5.7~6.3 |
175~185 |
單斜 |
堅硬、脆性 |
|
Delta(δ) |
FeZn7 |
7~11 |
240~300 |
六方 |
延展性 |
|
Gamma(Γ) |
Fe3Zn10 |
20~27 |
約250 |
體心 |
堅硬、脆性 |
|
Steel |
Fe |
99以上 |
150~175 |
體心 |
─ |

照片1 熱浸鍍鋅的剖面照片[1]
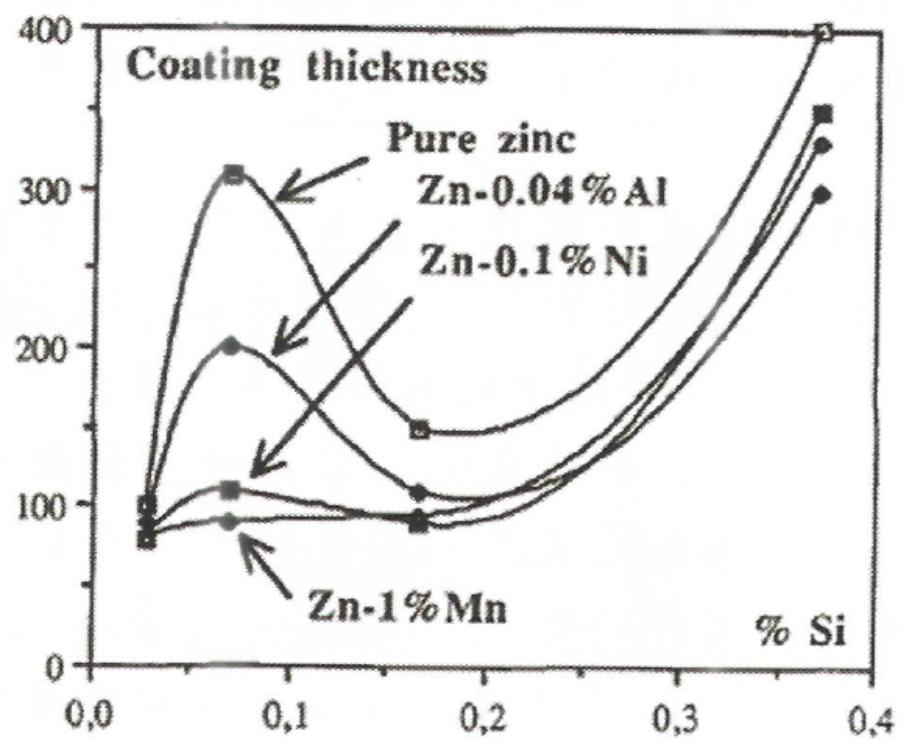
圖1 添加其他合金成分對桑德林效應的影響[4]
【本文稿經由台灣省土木技師公會技師報同意轉載;未經允許請勿任意轉載】

來來來哩來按個贊!
精選文章
新進文章

")













")
")



