台灣世曦高工處/鍾增煌 監造主任、李怡姍 品管工程師、江明珊 大地技師
台灣世曦/林曜滄 土木技師
一、前言
隨著時代的進步、經濟的發展,各項工程建設包括混凝土構造、鋼構造,正加速進行中,以持續提升民眾生活水準。而工程建設的耐久性設計與後續維管議題,是業主與設計者要共同面對及審慎規劃的重點。台灣位處亞熱帶海島型氣候、四面環海,常年高溫多濕及海風侵襲,導致設施承受嚴苛的腐蝕環境。鋼結構的防蝕措施,可以從鋼構基材的選用,包括一般結構用鋼材(如ASTM A709、ASTM A36、ASTM A572、CNS 2947等)及耐候鋼材(如ASTM A588、ASTM A709-W、CNS 4269、JIS G3114等);另外鋼材表面處理,可分為油漆塗裝、熱浸鍍鋅、金屬鎔射等,應就鋼構造所處之環境條件、結構特性、耐用年限、維管難易、施工性及經濟性等加以評估後,選擇合宜之防蝕措施,甚至採用雙重防蝕系統(Duplex System)。
審視過去案例,許多建設都是因為防蝕措施設計與施工未臻周延,造成後續維護管理的沉重負擔,所以在工程建設初期,要有全生命週期成本(LCC)最小化的分析與評估,才能忠實呈現是否符合出經濟、安全、美觀、施工、生態環保、維護管理的永續工程建設目標。
本文以國內的工程建設實例,來闡述防蝕措施設計、施工及品質管理,提供工程界在耐久性的目標要求下,如何提升防蝕的設計與施工品質之參考,希望能拋磚引玉,有所助益,共同為永續工程善盡心力。
二、熱浸鍍鋅施工品質管理
隨著建築大樓之造型與內部空間之規劃,日益新穎多變,施工快速、工期短、構件輕巧、高韌性之耐震特性,讓鋼構建築大樓日益增加。以鳳山車站開發大樓(如圖2.1)為例,為1幢2棟,A棟為地上10層,B 棟為地上6層,總樓地板面積約為42,818㎡。工程結構之主柱,採BOX箱型柱,最大尺寸為900×900×13,490mm;單件重量約14.8噸;橫梁則以BH鋼為主,最大尺寸為800×400×12,240mm,單件重量約3.1噸;其組合用鋼板均採CNS SN 490B規格為主,以ASTM A572 GR.50為輔助梁件。
本工程與戶外接觸之鋼結構,重約4,410噸,採熱浸鍍鋅防蝕再加塗裝之雙重防蝕系統(Duplex System),並搭配A325熱浸鍍鋅螺栓+直接張力指示器組;室內鋼結構,重約3,471噸,則未鍍鋅,採塗裝防蝕,搭配JIS S10T自動控制扭矩型高強度螺栓;鋼構件達6,000支以上,分節利用BIM模型,進行製造圖繪製,以確保各個接頭型式、位置、角度、開孔大小、接頭開槽尺寸正確。

圖2.1 鳳山車站開發大樓完成示意圖
熱浸鍍鋅後的鋼構,其表面硬度高且具有韌性的合金層,能降低因搬運及吊裝的撞傷,對於防蝕之影響,有效的保護鋼材。
茲以鳳山車站開發大樓為例,說明熱浸鍍鋅鋼構大樓之品管作業。
2.1鋼構材料及材料品管
2.1.1鋼構件
(1) 每批鋼料應提送該批鋼料之出廠檢驗合格證明書及無輻射污染證明。
(2) 19mm含以上厚度之鋼板,應由原製造商逐片進行超音波探傷檢查,並出具檢驗書面報告。
(3) 鋼構之加工檢驗,除了一般之尺寸量測外、直線性精度要求為1/1000,開槽銲超音波檢測(UT)檢查要求為100%自檢,角銲磁粉探傷檢測(MT)檢查取5%。
2.1.2高強度螺栓
鋼構接合之高強度螺栓(High Strength Bolts,HSB),為施工及監督方便,以確保工程品質,採用具有自動控制軸力功能之螺栓,如扭矩控制高強度螺栓、直接張力指示器螺栓組等。本工程室內鋼構採塗裝防蝕,故選用扭矩控制螺栓應符合CNS 12209,並要求於工地斷尾鎖斷後,須將斷尾處研磨光滑,並搭配鋼構防蝕系統塗上防蝕漆,避免螺栓鏽蝕;室外鋼構,採熱浸鍍鋅防蝕,故選用熱浸鍍鋅高強度螺栓,需符合ASTM A325,並搭配直接張力指示器需符合ASTM F959之規定,其中螺栓及螺帽產品鍍鋅附著量,須符合CNS 4237,達350g/m2以上。
2.1.3熱浸鍍鋅及油漆系統
本工程規定鋼構件熱浸鍍鋅之附著量為500g/m2以上,鍍鋅鋼構件需考慮鍍鋅槽之尺寸,鍍鋅廠商有國內最大的熱浸鍍鋅結構爐:長х寬х高為16.5mх1.8mх3.3m。然,部分拱頭尺寸大於鍍鋅槽寬度,故需將拱頭二次銲接,該銲道位置需先塗上環氧樹脂油漆,保護該銲道位置鍍不上鋅,以方便事後的銲接製程。在熱浸鍍鋅鋼構件表面,加上液態/粉體塗料塗層,會形成阻絕層,產生協同效應,使鋼材的腐蝕保護率,為單一系統預期壽命總和的1.5倍以上。除考慮結構防蝕外,同時亦須考慮結構防火需求。本工程鍍鋅構件,於工廠端採環氧樹脂底漆50μm+環氧樹脂磷酸鋅底漆75μm,於現場再噴塗防火漆+環氧樹脂中塗漆40μm +聚胺基甲酸樹脂PU面漆50μm。
2.2 熱浸鍍鋅施工品質管理
2.2.1鍍鋅鋼構件之品管程序
為利高溫之鍍鋅槽鋅液完整浸泡鋼構件,故鋼構件之製造,應注意事項如下:
(1) 構件加勁板端部應留有適當之預留孔。
(2) 箱型梁柱端部及隔板處,應盡量留有25-40%之開口。
(3) 構件鋼板組合時厚度比不得太大,例如BH鋼梁翼板、腹板之厚度比建議應小於 3。
(4) 構件表面不得有油漆殘留。
2.2.2鋼構熱浸鍍鋅品管
(1)熱浸鍍鋅製程:是將除鏽後的鋼件,浸入450℃~500℃左右融化的鋅液中,使鋼構件表面附著鋅層,達到防蝕的目的
(鍍鋅流程如圖2.2)。
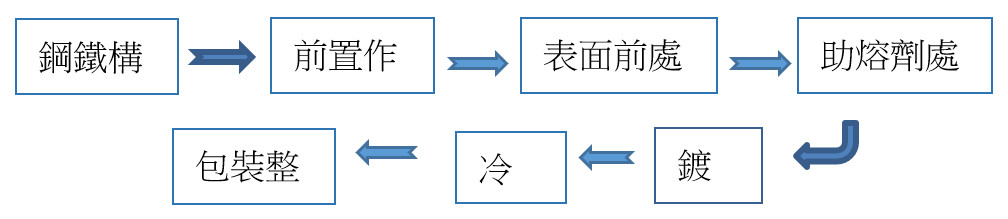
圖2.2鋼構件熱浸鍍鋅處理流程
(2)熱浸鍍鋅檢驗:鍍鋅膜厚檢驗,每爐均綁一試片隨同鍍鋅,每300m2取一試片進行檢驗。
表 2.1 鋼構鍍鋅檢驗項目
| 名稱 | 檢驗項目 | 方法 | 規範之要求 | 頻率 |
| 熱浸鍍鋅構件 | 外觀 | 目測 | 鍍鋅表面平滑實用,無使用上有害之缺陷。 | 每批1次 |
| 鍍層之附著量與均勻性檢驗 | CNS 1247 | 應符合設計圖說及CNS 10007規定。 | ||
| 鍍層之附著性檢驗 | 連續之鍍鋅層不得有龜裂、剝離或浮脹現象。 | |||
| 鍍層厚度 | 應符合設計圖說規定 |
2.2.3鍍鋅構件塗裝前之品管
熱浸鍍鋅鋼構件塗油漆前,須針對熱浸鍍鋅表面品質進行管制,以增強油漆附著力並延長防蝕性能。
(1)表面平滑處理:構材在鍍鋅過程中,過量的液態鋅流動,在滴垂線邊緣可能會有一些厚/粗糙的邊緣,或由鐵、鋅金屬間之化合物(浮渣)或氧化鋅顆粒,導致鍍層出現突出點。這些突出點和厚/粗糙邊緣,必須依據SSPC-SP2
或SSPC-SP3 規範,使用手工或電動工具進行表面處理,直到與周圍區域平齊,以避免漆膜產生間隙。
(2)表面清潔:可採鹼性溶液清洗、溶劑清洗及手動或動力工具清潔等方法。
表面掃砂處理
表面以溶劑清洗
表面以噴氣清潔
(3)表面粗糙處理:依照塗裝前構材鍍鋅表面狀況,可採掃砂、 表面研磨、磷酸鋅處理、伐銹底漆處理及丙烯酸鈍化/預處理等方法。
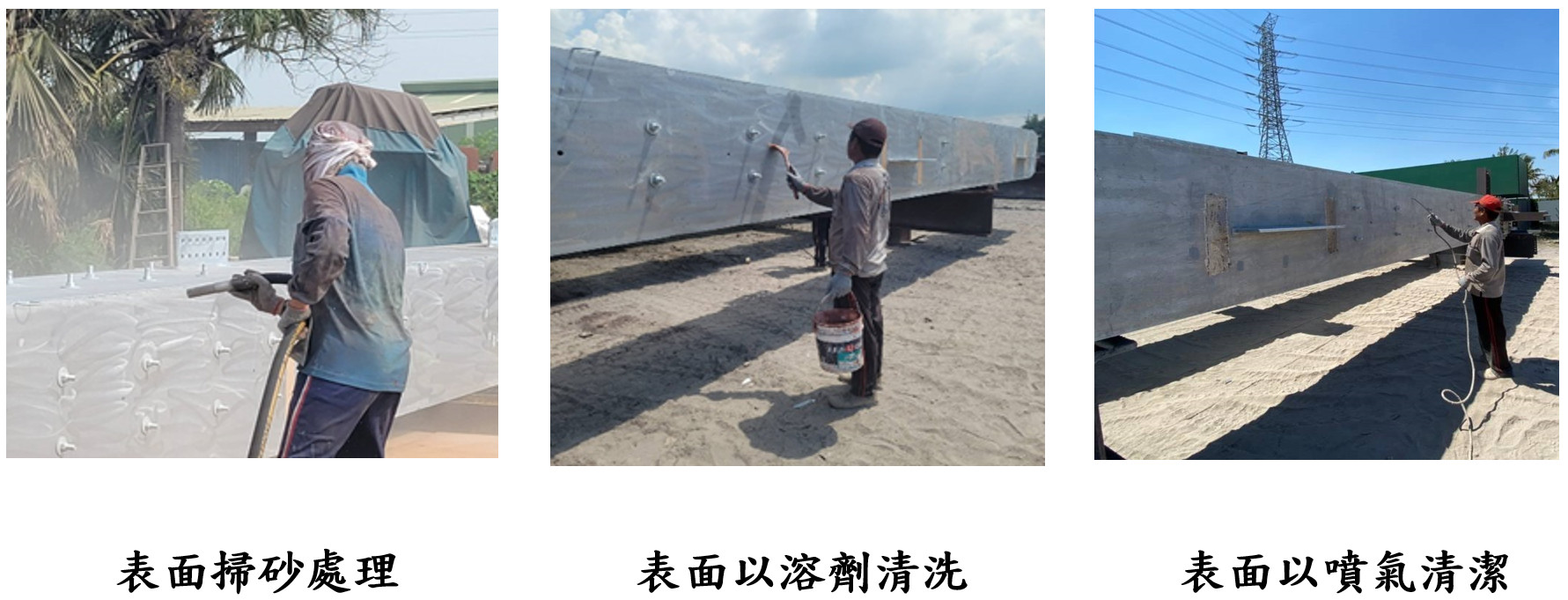
圖2.3鍍鋅鋼構件噴漆前表面處理
三、施工規劃及吊裝順序
3.1鋼構工區配置及吊裝規劃
本案因地面一層已供台鐵鳳山車站營運中,且基地南側空地下方為地下停車場,荷重受限,故規劃於工區北側租用土地,作為物料堆置場及吊車吊裝站立空間,經檢視作業半徑,最遠吊裝達60M,如圖3.1。爰需搭配鋼構件,重量13.5T及距離、高度,依吊車能量表選用合適可安全吊裝之500T吊車,吊裝順序由東向西吊裝。於吊裝作業規劃,每日吊裝須將柱與梁連結閉合,且接合螺栓至少須穿鎖一半以上,避免未完成與梁連結之鋼柱隔夜置放,產生非預期風險。
另於鋼構吊裝時,常有鍍鋅構件碰撞損傷鍍鋅層,修補方式:一般採鍍鋅層受損表面清除乾淨,以高鋅成分(90%以上)之鋅漆修補,其厚度應達原鍍鋅厚度。
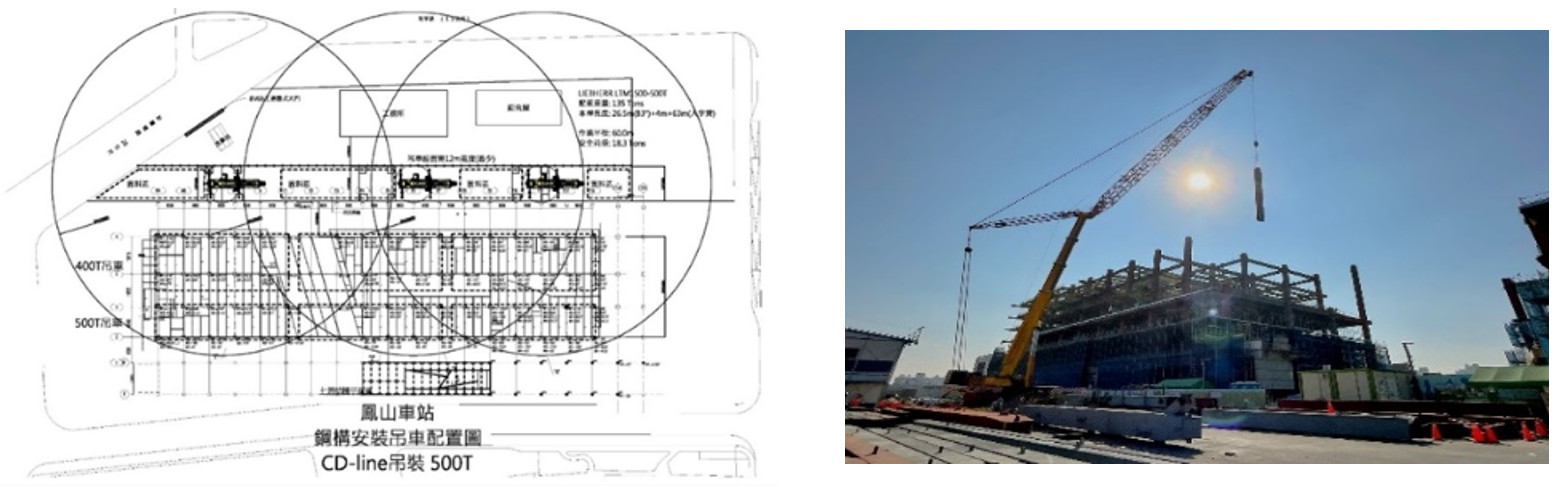
圖3.1 鋼構安裝吊車配置圖
3.2 構件安裝品質管制項目
(1) 安裝精度管制。
(2) 高強度螺栓材質規格管制,及倉儲管理確保不受潮及油漬。
(3) 螺栓接合面,表面處理與平整密接;鋼構螺栓接合面,需粗糙不得有油漆或鍍鋅層、油漬等不清潔面。
(4) 高強度螺栓鎖緊後檢測。
(5) 工地電銲條件與注意銲接材料規格,並須完成檢驗材料。
(6) 依契約規定辦理非破壞檢測,銲接缺陷依規定剷除及重新銲接。
(7) 表面處理與外觀檢查:施工時造成,鍍鋅構件之鍍鋅層損傷,將鍍鋅層受損表面清除乾淨,以高鋅成分(90%以上)之鋅漆修補,其厚度應達原厚度。工地安裝完成後,對於運輸及吊裝中之漆膜損傷處,應先用電動砂磨做表面處理,再用工廠塗裝油漆系統實施塗裝工作。
3.3鍍鋅鋼構件之接合
於鍍鋅鋼構構件連結螺栓,本工程係選用A325熱浸鍍鋅螺栓,搭配直接張力指示器,以利快速正確審視螺栓鎖固情形。茲就直接張力指示器使用之經驗分享如後。

圖3.2直接張力指示器
(1) 直接張力指示器,為具有數個如半月形壟起凸塊的墊圈,如圖3.2正面所示。在螺栓鎖緊作業過程中,螺栓的拉力逐漸增加,墊圈的壟起凸塊,受到上方壓力的擠壓而逐漸變形即被壓扁,當縫隙厚度規,無法置入螺栓頭(或螺母端加墊片)與墊圈間之縫隙時,既表示墊圈壟起凸塊之變形達到所需之量,亦即螺栓預拉力達到設計值。
(2) 直接張力指示器,為進口材料,台灣代理商僅有少量存貨,爰需提前採購、送審,預留進口時間。
(3) 直接張力指示器,應符合ASTM F959之規定。經查國內試驗室,並無依ASTM F959試驗直接張力指示器之TAF認證項目,且僅有台北SGS試驗室有相關經驗。
(4) 史奎特®直接張力指示器,於1996年取得專利,在凸塊背面的凹槽內填入軟性橘色矽利康膠,並有一排出溝槽,如圖3.2反面所示。當墊圈的壟起凸塊,被逐漸壓扁時,凹槽內的橘色矽利康膠沿著溝槽排出,呈現在張力指示器的四周,使得張力指示器的變形量確認及檢驗,目視即可得知。
(5)本工程針對直接張力指示器,於螺栓鎖固後須展現之效能,於現地進行螺栓試鎖,依據ASTM F959-17a附錄規定,以A325高張力螺栓最小預拉值(螺栓最低抗拉強度的70%),再加10%為試鎖校準值,以檢視直接張力指示器,是否能準確判別螺栓設計接合張力值達標準以上。

圖3.3 直接張力指示器組螺栓,扭力鎖固驗證,墊圈壓縮
(6)經試鎖達預定扭力值時,發現墊圈與直接張力指示器凸塊,已一起壓縮密合(如圖3.3),惟矽膠仍無法擠出,經檢討應為鍍鋅墊圈之硬度較低,熱浸鍍鋅墊圈需特別處理。經採用硬度較高之墊圈,鍍完後硬度仍在38以上,搭配直接張力指示器測試,橘色矽膠可順利擠出,顯示直接張力指示器之功能正常。
(7) 檢討本案除檢視史奎特®直接張力指示器橘色矽膠是否擠出外,另可採用原廠建議之0.015"(0.38mm)『縫隙厚度規』,檢視張力指示器凸塊是否密合。再輔以扭力扳手,隨機檢測螺栓扭力值之方式複測,確保能符合鎖固扭力需求(詳圖3.3及圖3.4)。
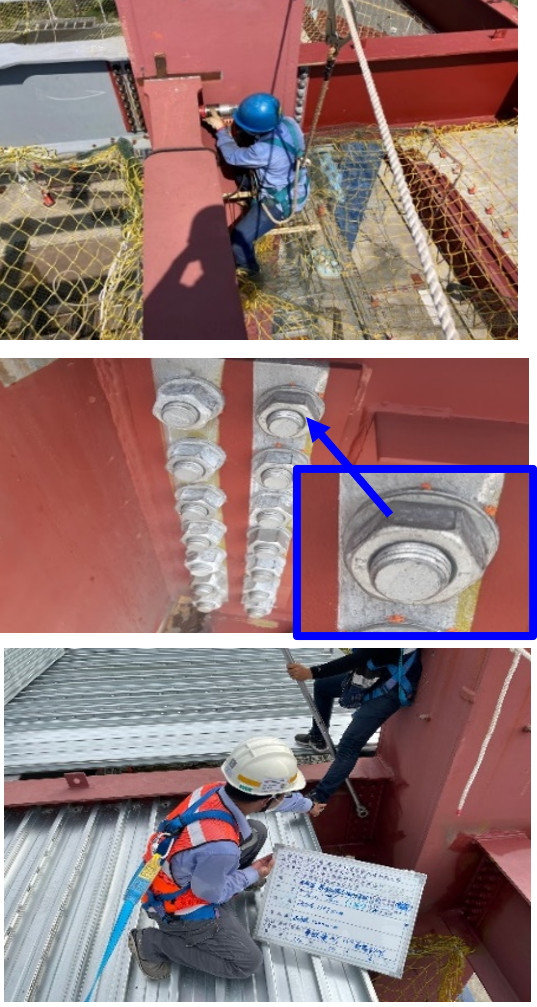
圖3.4 螺栓現場鎖固及查驗
3.4 鋼構柱之吊裝與接合
鋼構柱之吊裝組立固定工法,採用無鋼索吊裝工法(ACE-UP工法),施作吊裝固定,以增加吊裝之安全。茲介紹該工法如后:
ACE-UP工法,無需使用防止傾倒及調整垂直度之鋼索,利用夾具將上、下節鋼構柱鎖固後,柱即可自立,避免在安裝鋼梁時與鋼索衝突產生危險;另因減少鋼索工序,吊車可快速進行下一支鋼構柱吊裝加速工進,其具有導向功能(早期鬆解起重機)、傾倒防止、柱位偏差調整、垂直度調整、水準高程調整等功能(詳圖3.5~圖3.7)。
本案於鋼構製造規劃即選用此ACE-UP工法,依據結構圖之鋼柱分節長度、尺寸與重量,自鋼構廠繪製製造圖之前開始,由吊裝夾具產品供應商,計算所需承受之垂直載重,及可能發生之風力與地震力,以決定吊裝耳板強度,提供資料給鋼構廠繪製製造圖,以便工廠鋼柱製造時,將吊裝耳板銲於鋼柱上。鋼構柱吊裝時,先用水準尺初步檢測垂直度後鎖固,再藉由板手調整四面夾具之上、下螺栓,可控制鋼構柱之垂直、水平及高度,以達到本工程之精度要求(鋼構柱垂直度<L/1000、相鄰四支鋼柱頂板中心內柱對角線距差<3mm,外柱對角線距差<6mm、相鄰柱頂高度差<3mm),藉此工法避免柱位校正調整修正之危險作業,大量減少勞工高空作業時間。
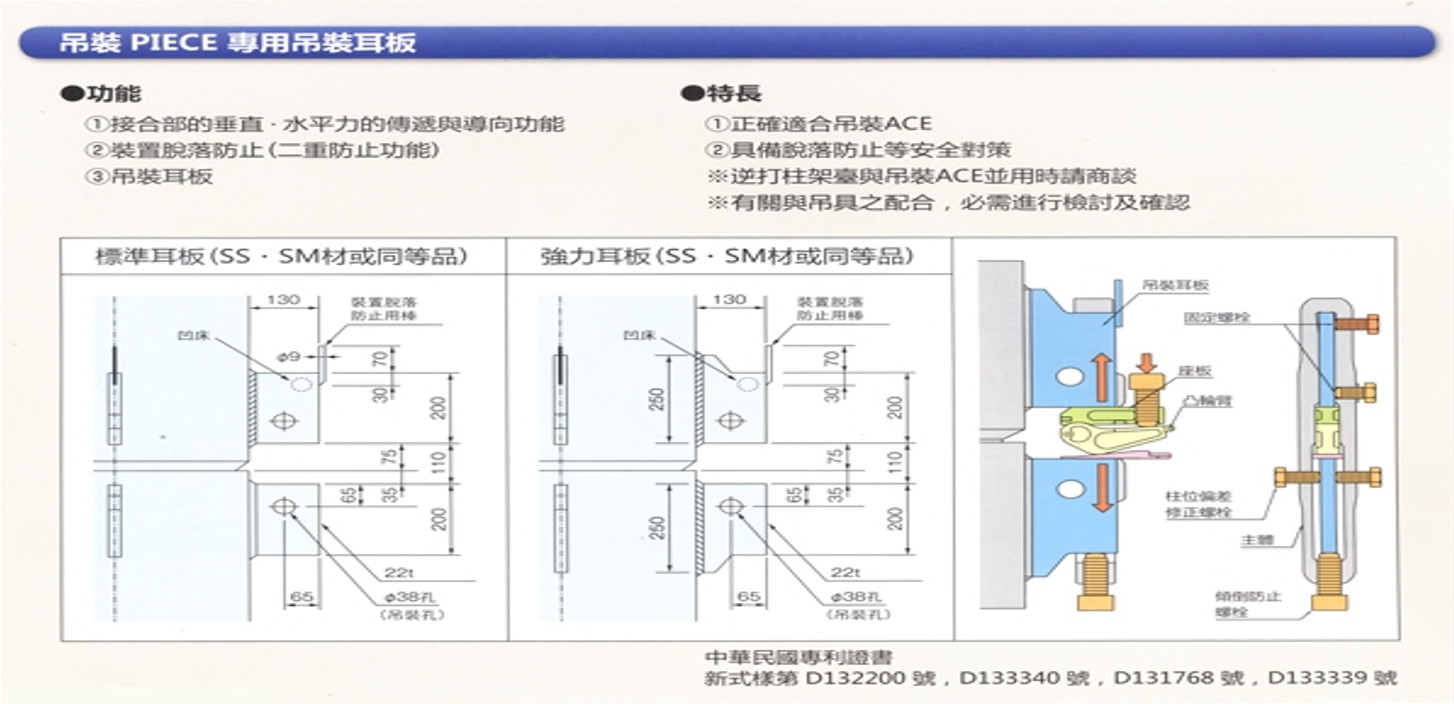
圖3.5 吊裝夾具及耳板配置示意圖
(資料來源:日商特科能股份有限公司台灣分公司網頁https://www.technos.com.tw/CompanyA2-.asp?AutoID=22450&MainTitle=%A6Q%B8%CBACEUP)

圖3.6鋼構柱吊裝續接

圖3.7 ACE-UP夾具鎖固
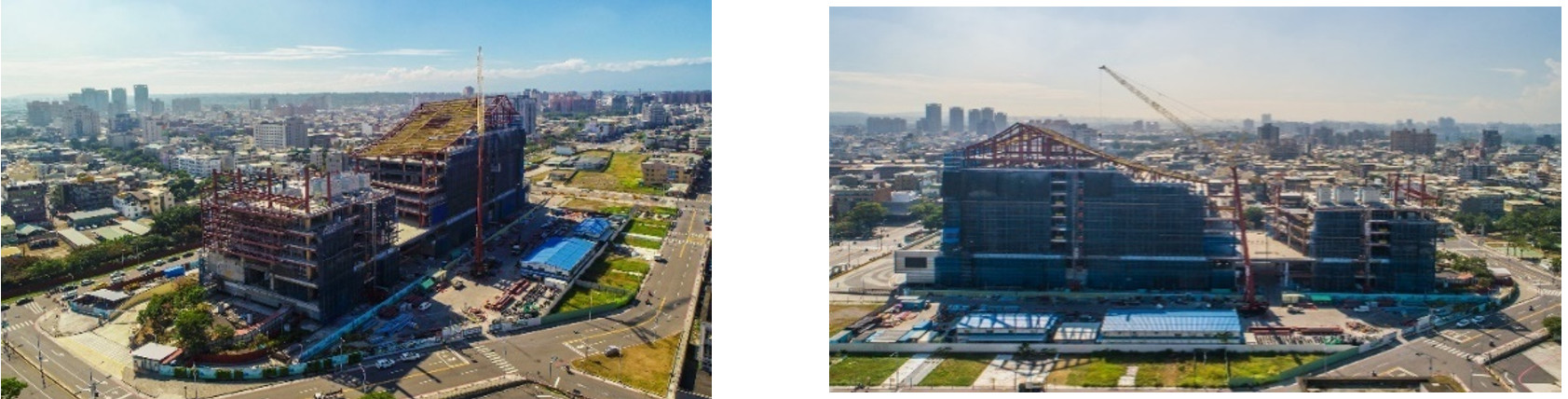
圖3.8 2022/11/30 工地施工現況照片
四、結語
本文提供防蝕措施的考量及應用案例,係依照所處之環境條件、結構特性、防蝕材料的耐用年限、維管難易、施工性及經濟性等評估,選擇合適之表面防蝕處理方式。大樓室外外露鋼材,採用熱浸鍍鋅+塗裝系統之雙重防蝕系統(Duplex System),對於熱浸鍍鋅設計、施工、品質管理,熱浸鍍鋅後再加塗裝施工的作法,提供實務經驗,希望有助於鋼結構工程界在耐久性設計之參考。
【本文稿經由台灣省土木技師公會技師報同意轉載;未經允許請勿任意轉載】

來來來哩來按個贊!
精選文章
新進文章






")
")







")
")



