技師報1059期筆者曾介紹鋼筋焊接規範AWS D1.4的重要注意事項,茲就鋼筋銲接程序或銲工的考試等實務上所必需事項,再補充介紹說明如下:
鋼筋銲接的方式,分成直接對接、間接對接、直接對接之T接、疊接、填角銲等五種,如圖1~5。銲道表面外觀,與一般銲接規定相同[4],但最大銲冠高度,對接銲道為3mm,填角銲則如表1所示。銲蝕(undercut),則規定最多為1mm。除了目視檢測(VT)外,主要以放射線檢測(RT),檢測直接對接銲道,或輔以磁粒檢測(MT),來檢驗次表面的瑕疵。
AWS D1.4對鋼筋銲接,僅規定三種銲接方式:被覆金屬電銲(手銲;SMAW)、氣體遮護金屬電銲(又稱CO2;GMAW)、及包藥銲接(FCAW)。除了填角銲的銲接,可以視為預檢定外,其他均須做銲接程序的試驗。試驗有兩種:一是全斷面拉伸試驗,用來確認強度,規定抗拉強度需大於母材降伏強度之125%;另一是巨觀浸蝕試驗,用來確認熔合狀況,不可有不符規定之瑕疵。而銲接的位置與鋼鈑類似,但分為直接對接與間接對接的1~4G以及填角銲的1~5F等三類。填角銲的銲接方式與鋼管類似,所以位置也類似鋼管,請參考圖6~8。
銲工考試,分成五種類型(如圖9),考試通過可以銲接的類型,如表2所示。表2中的符號F代表平銲;H代表橫銲;V代表立銲;OH代表仰銲。由表2可知,由於鋼筋銲工考試對應的銲接方式,較為複雜,無法像一般的鋼結構,可以用簡單的一種考試,來適應各種銲接方式,提請大家注意。
另外銲序的檢定,以所使用的大號鋼筋來檢定為原則。但是銲工考試,是以需要銲接的最小號鋼筋來考試的。例如考過#5鋼筋的銲工,可以銲比#5鋼筋還大號的鋼筋,但就不能銲#4鋼筋了。
最後再次強調,鋼筋以銲接傳遞應力,要注意偏心的影響[3],要有合格的銲序與銲工,才能達到需要的品質。
參考文獻
1.「Structural Welding Code—Reinforcing Steel」AWS D1.4,2011.
2.「Structural Welding Code—Steel」AWS D1.1,2010.
3.劉澤山(106)。「簡介AWS D1.4鋼筋焊接規範」。技師報,1059期。
4.劉澤山(105)。「簡介鋼結構銲道的目視檢測」。技師報,1014期。
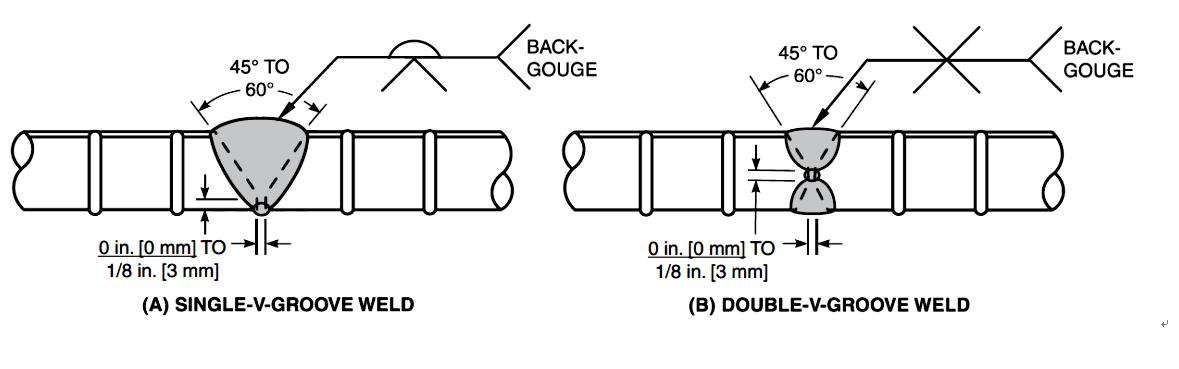
圖1 直接對接接頭(例) (AWS D1.4)
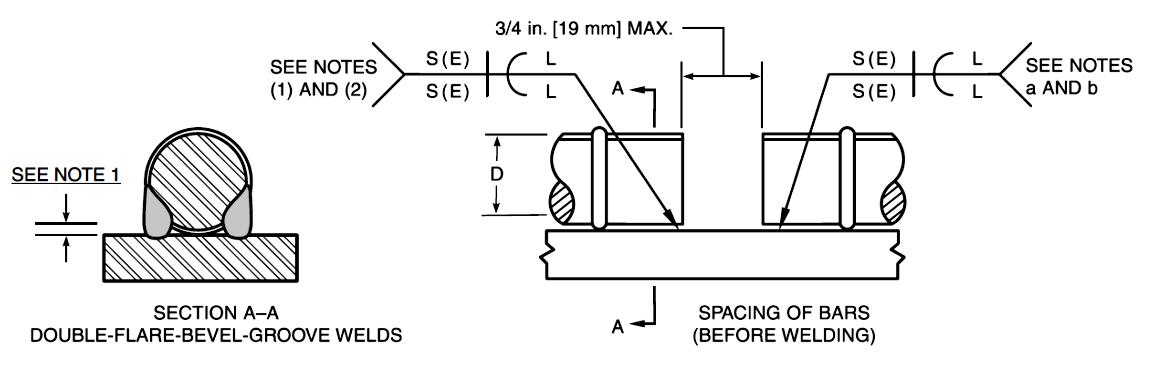
圖2 間接對接接頭(例) (AWS D1.4)
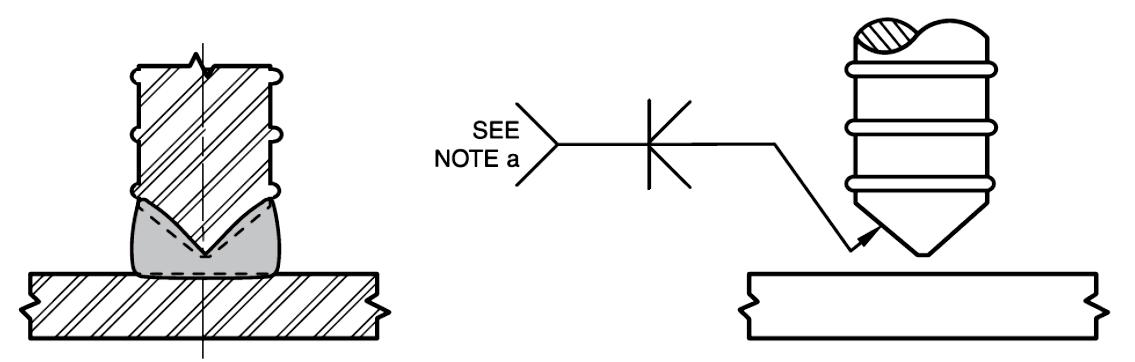
圖3 直接對接T接頭(AWS D1.4)
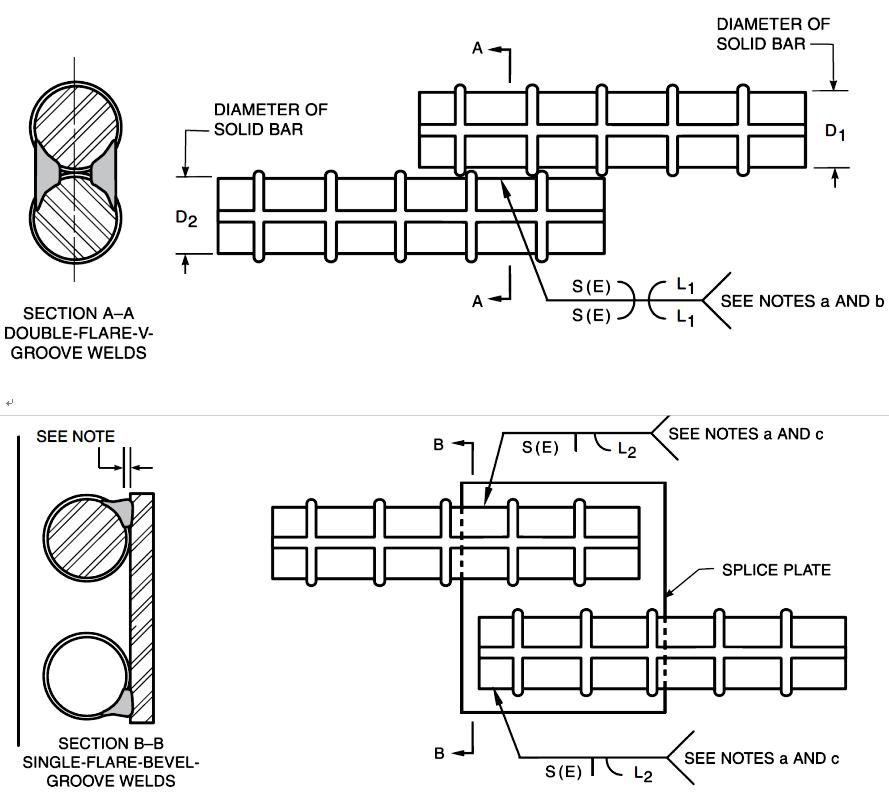
圖4 疊接接頭;直接疊接(上)及間接疊接(下)接頭(AWS D1.4)
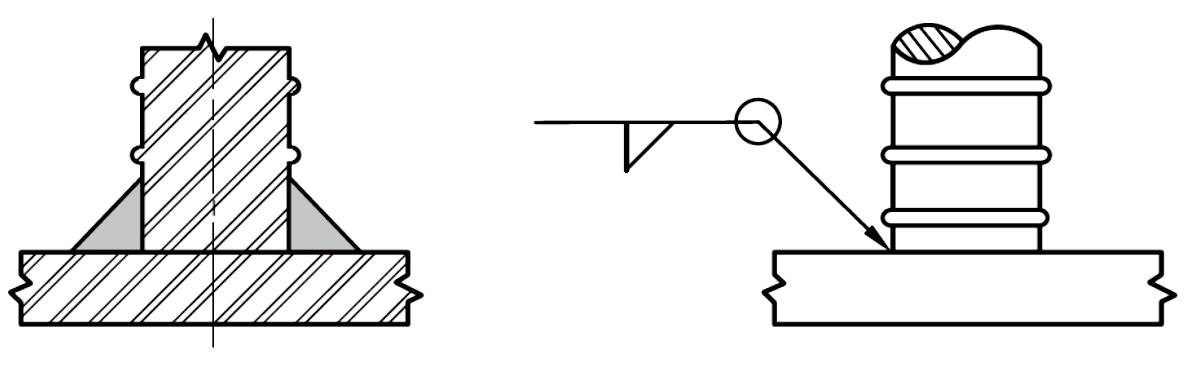
圖5 填角銲接頭(例) (AWS D1.4)
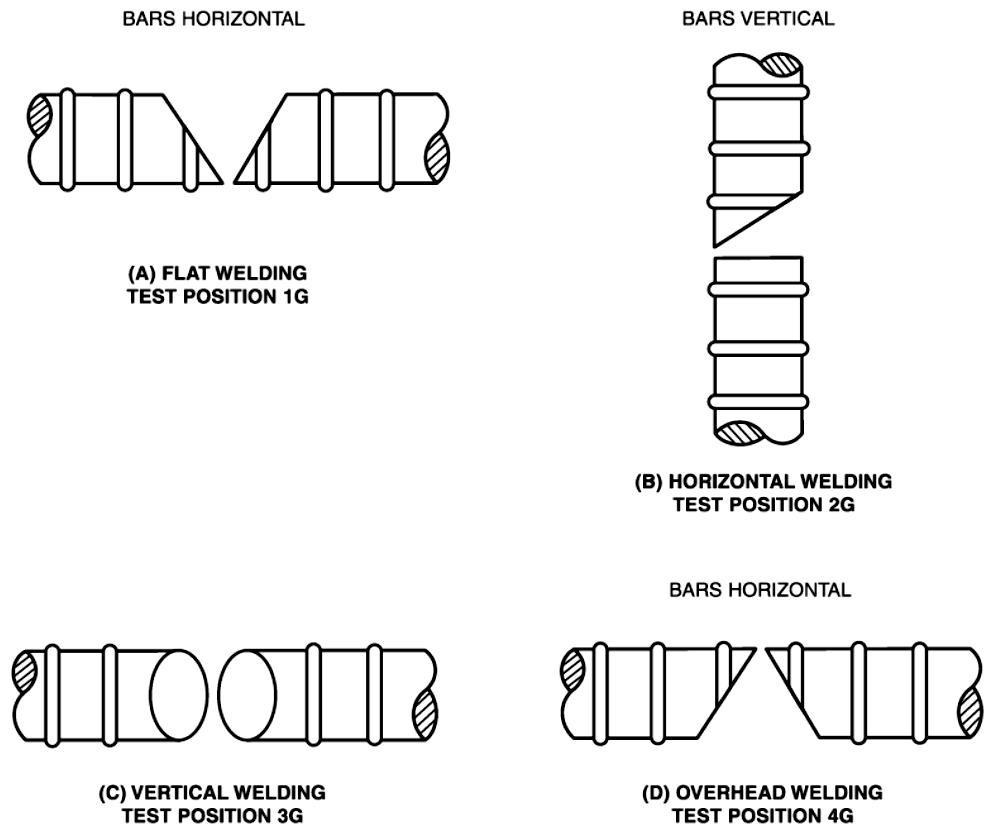
圖6 直接對接接頭的銲接位置定義(AWS D1.4 Fig.6.1)
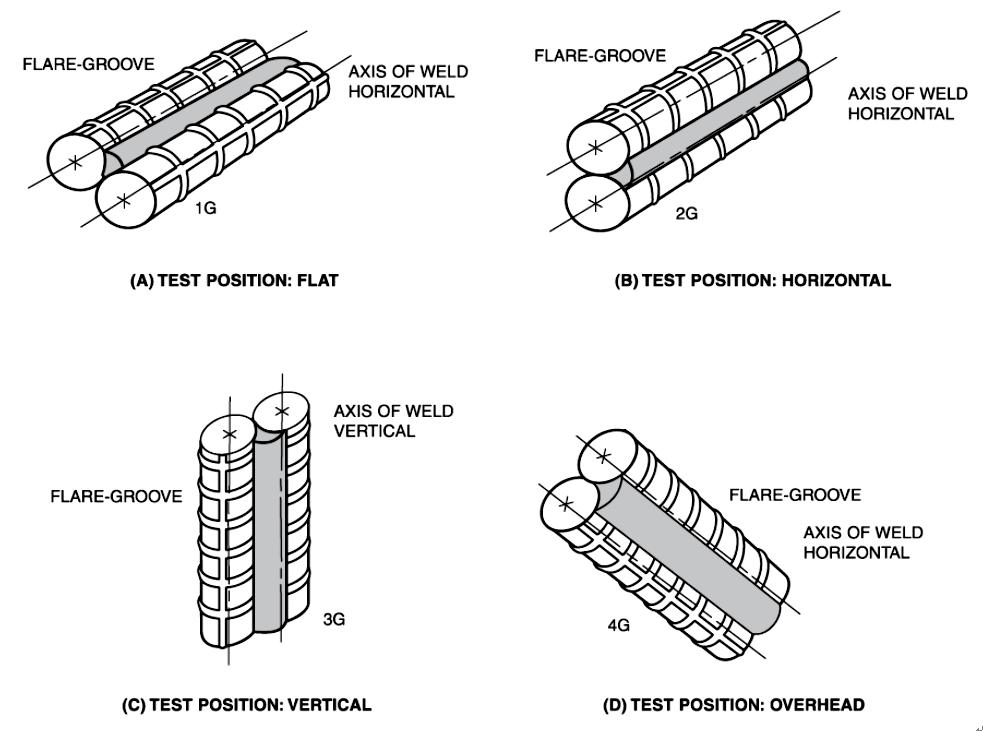
圖7 間接對接接頭的銲接位置定義(AWS D1.4 Fig.6.2)
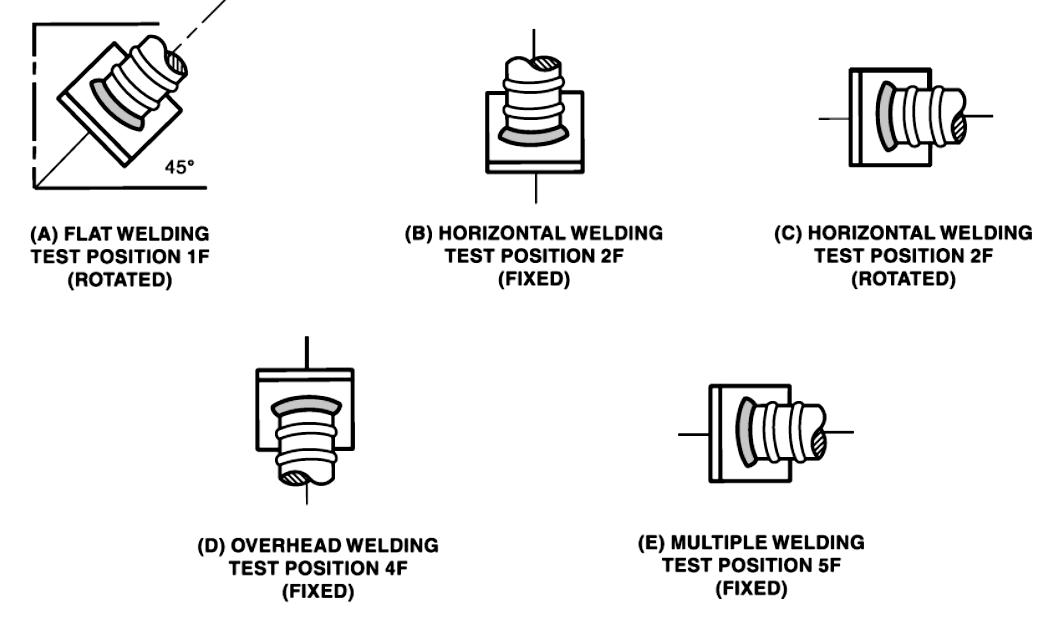
圖8 填角銲接頭的銲接位置定義(AWS D1.4 Fig. 6.4)
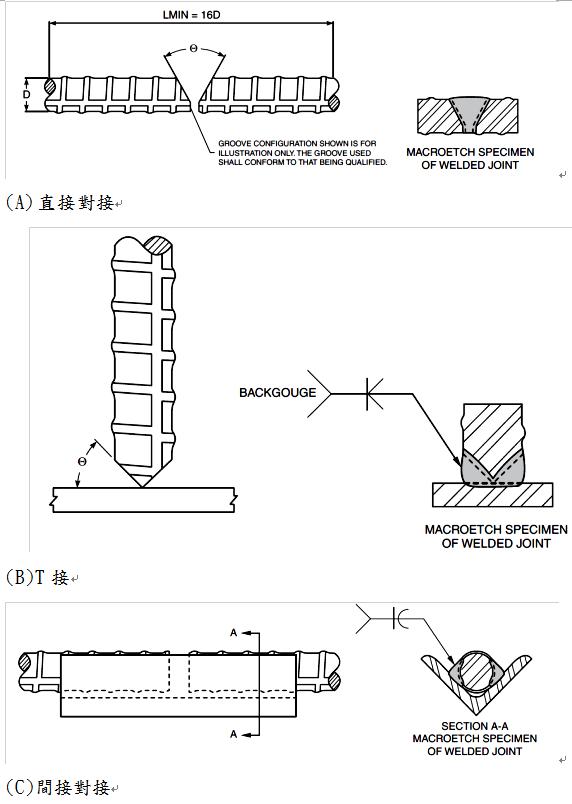
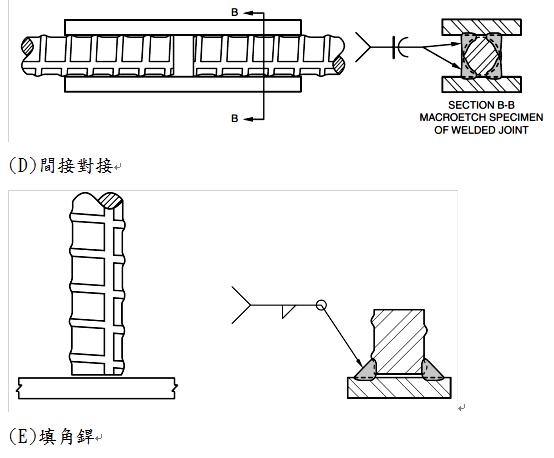
圖9 銲工考試的五種方式(AWS D1.4)
表1 填角銲的最大凸度規定﹝1、2﹞
|
填角銲之表面寬度(W) mm |
最大凸出(C) mm |
|
W≦8 |
2 |
|
8<W≦25 |
3 |
|
25<W |
5 |
表2 銲工考試方式與可適用的銲接位置(AWS D1.4 表6.4整理)

【本文稿經由台灣省土木技師公會技師報同意轉載;未經允許請勿任意轉載】

來來來哩來按個贊!
精選文章
新進文章
")

")




")







")
")



