各行各業都需要有具備充分知識並且嫻熟技藝的技術工人,才能把工作做好。而其中比較重要的一些項目,具有充分專業的從業人員,經過國家考試的認證之後,稱為技術士。像我們工地最常見的安全衛生管理員,就屬於具有乙級技術士的資格,為我們工地的安全衛生作把關的工作。其他還有測量、鋼筋綁紮、模板、建築工程管理、營造工程管理等等技術士的考試。內政部營建署亦訂定了「營造業專業工程特定施工項目應置之技術士種類比率或人數標準表」,規定一定金額以上的專業工程種類,需設置一定人數的技術士。在公共工程查核的時候,也會核對是否依規定設置。
鋼結構工程的品質,大部分要靠銲接,銲接工作又有賴工人對銲接的知識與技藝,因此通過學、術科考試的銲接技術士,成為鋼構工程不可或缺的一部分。內政部營建署的規定,鋼構工程金額超過新臺幣五百萬元以上者即需設置一人以上(不含構件材料費)。但以目前工地的條件來說,若要要求每個銲工均須有銲工技術士證書,尚有困難的地方。但是也不能放任隨便的人,都可以來做重要的銲接工作,因此不得已就採用現場銲工考試、或大型國營事業如中鋼、中油等的銲工考試合格證,做為替代。
銲工考試分為開槽銲接、填角銲接以及如固定點銲銲接等三種。一般以開槽銲接考試為主,因為開槽銲接考試通過,可以銲填角銲;但填角銲考試通過,並不能銲開槽。現場銲工考試一般以美國銲接協會(AWS)的規定為主,考試的姿勢分為開槽銲1~4G(圖1)或半滲透填角銲之1~4F,即平(F)、水平(H)、立(V)、仰銲(OH)等四種銲接姿勢。若為鋼管之銲接,則分為1G,2G,5G,6G及6GR等五種,除1G於銲接時可旋轉試體外,其餘均為固定位置銲接(如圖2)。工廠要求的銲接姿勢至少為2G,工地則至少應為3G。縱使是有銲接技術士的證照,證照的種類與級別仍須與現場施作的內容相符。
根據技術士技能檢定規範的規定,以鋼結構常用的一般手工電銲技術士、及半自動電銲技術士技能檢定規範來說,一般手工電銲技術士證書的代號如下:
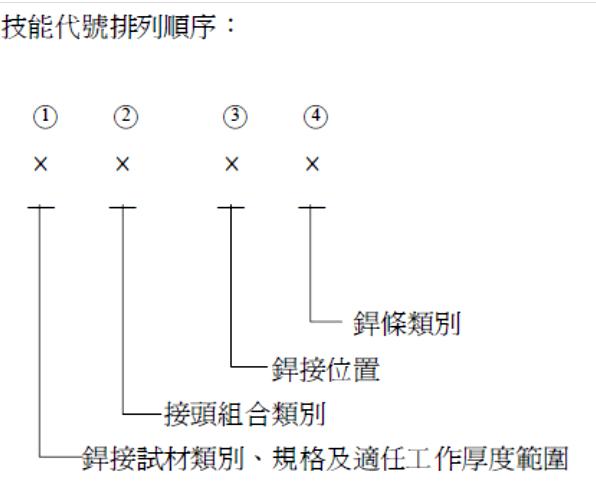
第一個數字,代表考試時使用的板厚,分為A、B、C、D等四種。代表薄鈑(A)、厚鈑(B);薄管(C)、厚管(D)。第二個數字接頭組合類別有兩類,數字1代表有墊鈑或襯環(鋼管),數字2則沒有;沒有墊鈑或襯環的技藝要求較高,因此通過者可視為也通過有墊鈑或襯環的考試。第三個數字代表銲接位置,分別有鋼鈑的F、H、V、O四種及鋼管的VF、HF、VH等三種,其樣式如圖3所示。VF、HF、VH相當於前述鋼管銲接的2G、5G及6G。第四個數字則是銲條類別如表2。由於工地環境惡劣,規定都要使用低氫銲條,所以以一般鋼構來講,工地的銲工至少應為B1V4等級。
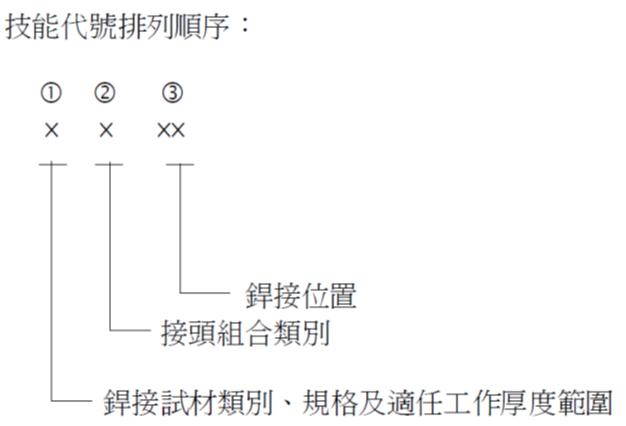
至於常見的半自動電銲考試,分為CO2 氣體遮護金屬電弧銲接法及CO2 氣體遮護包藥金屬電弧銲接法等兩種,在AWS中以GMAW及FCAW來區分,但在內政部的技術士考試裏面,由於兩種的技藝相接近,並未加以區別,可自行選擇任一種方式來考試。之前,曾經在技能代號的最後,加一個A(實心)或B(包藥)的字母來區分,但目前已無此規定。所以常常看到一般銲工常將GMAW與FCAW都一律叫做CO2銲。
半自動銲接的檢定代號如圖,與手工銲接類似,分為三組如圖示。與手工銲接相比,只少了一個銲條成分的代碼,但厚度的分類再增加超薄的板(管)的種類(如表3)。因為半自動電銲可適於極薄鈑的銲接(如短路移行電銲),為其他工業上的需求,增加了薄鈑(S)與薄管(T)的代號,對我們鋼構用到的機會較小。所以一般工廠需達B1H、工地則至少需達B1V的程度。
另外雖然技術士考試合格的人,就應該可以視為合格的銲工。但是或許一直以來,技術士的人數偏低,大家都習慣以工地的考試做為認證合格銲工的方法。久而久之,甚至有技術士證書的人,都被要求要參加工地的考試,才能進入工地施工,等於有無技術士證書的人,並無差別。這與當初因無技術士而舉行工地考試的原意已相違背,對於鼓勵銲工取得技術士證書,也有負面的效果。因此也在此呼籲大家能注意這個問題。
參考文獻
﹝1﹞劉澤山(98年)。「超高層鋼結構大樓施工」。
﹝2﹞「一般手工電銲」(105年)。技術士技能檢定規範,勞動部勞動力發展署。
﹝3﹞「半自動電銲」(105年)。技術士技能檢定規範,勞動部勞動力發展署 。
|
圖1 鋼鈑銲接位置[1] |
圖2 鋼管銲接位置[1] |
|
圖3 技術士考試銲接位置[2] |
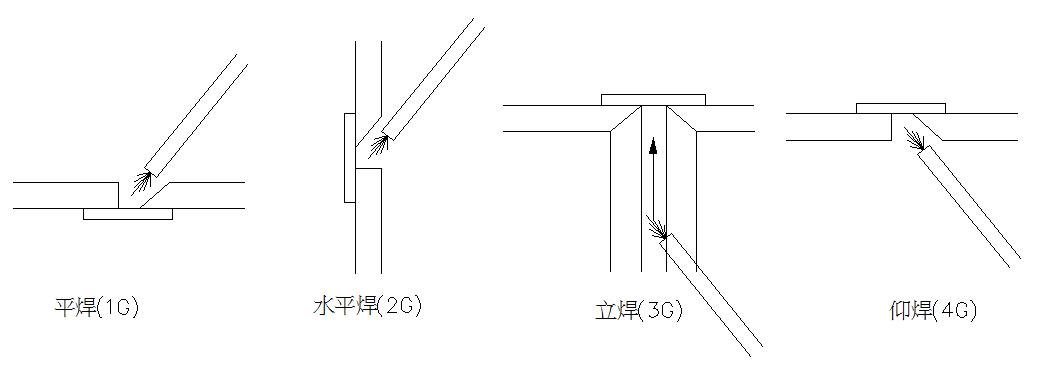
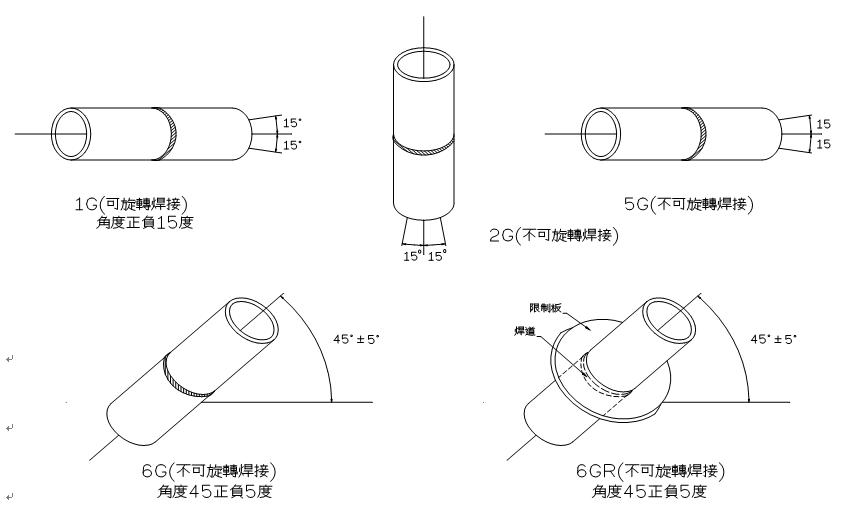
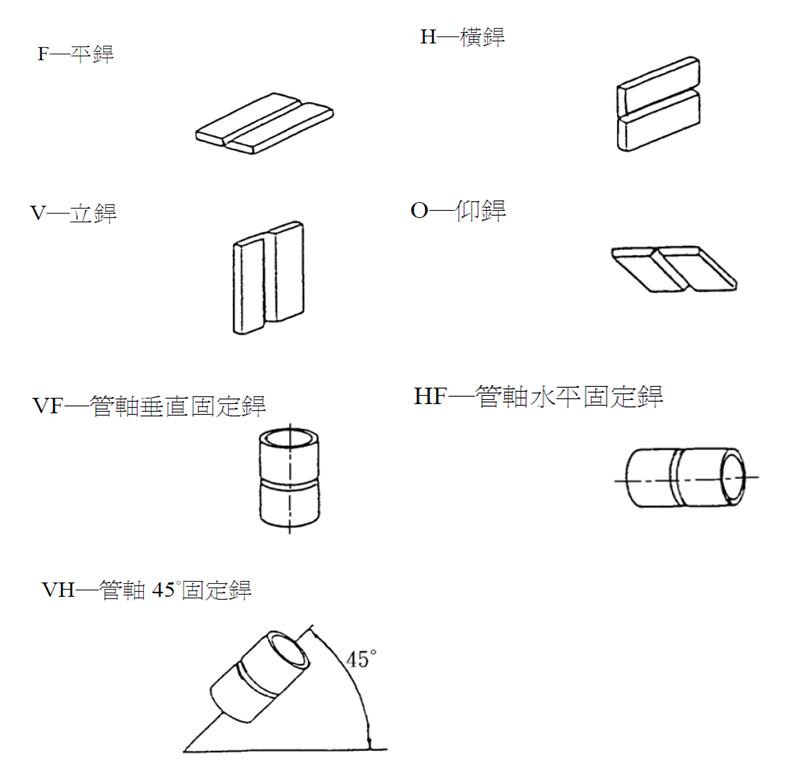
表1 一般手工電銲銲接試材類別
| 代號 | 意義 | 試驗厚度及直徑(mm) | 適任工作範圍(mm) |
| A | 薄板 | 9±0.5 | 19mm以下 |
| B | 厚板 | 25.5±0.5 | 無限制 |
| C | 薄管 | 管壁厚7.1,ψ165.2 | 鋼板19mm以下 |
| 鋼管14.2以下ψ73以上 | |||
| D | 厚管 | 管壁厚12.7,ψ216.3 | 厚度無限制,ψ73以上 |
表2 銲條類別
| 銲條類別(F-NO) | 銲條塗料型別 |
| F-1 | 鐵粉氧化鈦系(E4324)、鐵粉氧化鐵系(E4327) |
| F-2 | 高氧化鈦系(E 4313)鈦鐵礦系(E 4301)石灰氧化鈦系(E 4303) |
| F-3 | 纖維素鈉系(E 4310)纖維素鉀系(E 4311) |
| F-4 | 低氫系(E 5016) |
| F-5 | 沃斯田鐵系不銹鋼(E 308、E 309、E 316) |
| 肥粒鐵系不銹鋼(E410、E430) | |
| 雙相不銹鋼(沃斯田鐵─肥粒鐵系不銹鋼) |
表3 半自動電銲銲接試材類別
| 代號 | 意義 | 試驗厚度及直徑(mm) | 適任工作範圍(mm) |
| S | 薄板 | 3.1±0.1 | 6.4以下 |
| A | 薄板 | 9±0.5 | 19mm以下 |
| B | 厚板 | 25.5±0.5 | 無限制 |
| T | 薄管 | 管壁厚4.9,ψ114.3 | 管壁厚 9.8以下,ψ73.0 以上 |
| C | 薄管 | 管壁厚7.1,ψ165.2 | 管壁厚14.2以下ψ73以上 |
| D | 厚管 | 管壁厚12.7,ψ216.3 | 厚度無限制,ψ73以上 |
【本文稿經由台灣省土木技師公會技師報同意轉載;未經允許請勿任意轉載】

來來來哩來按個贊!
精選文章
新進文章


")















實務探討")

